Součást aukce Prodej nového systému práškového lakování a bezpečnostního skla (výstavní stroj)
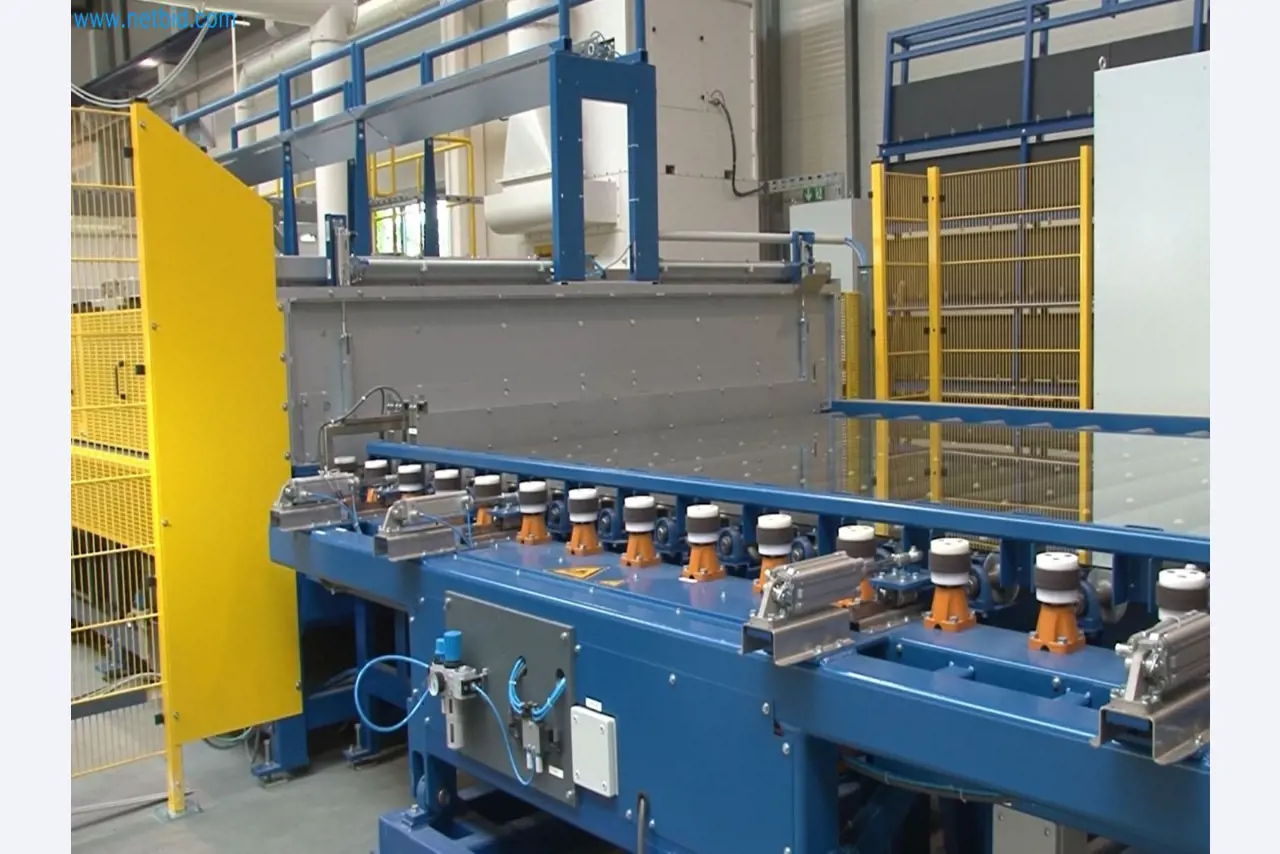
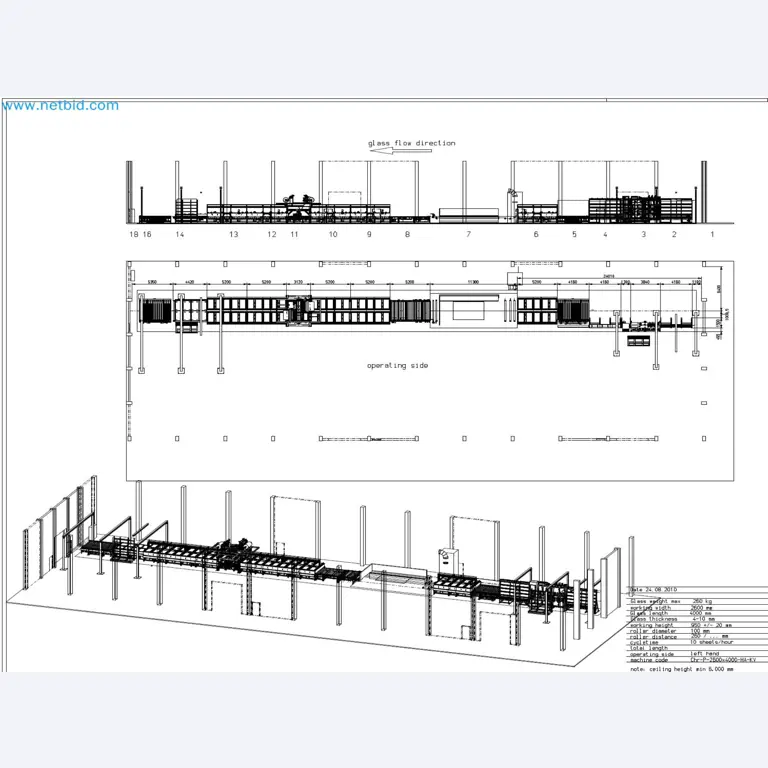
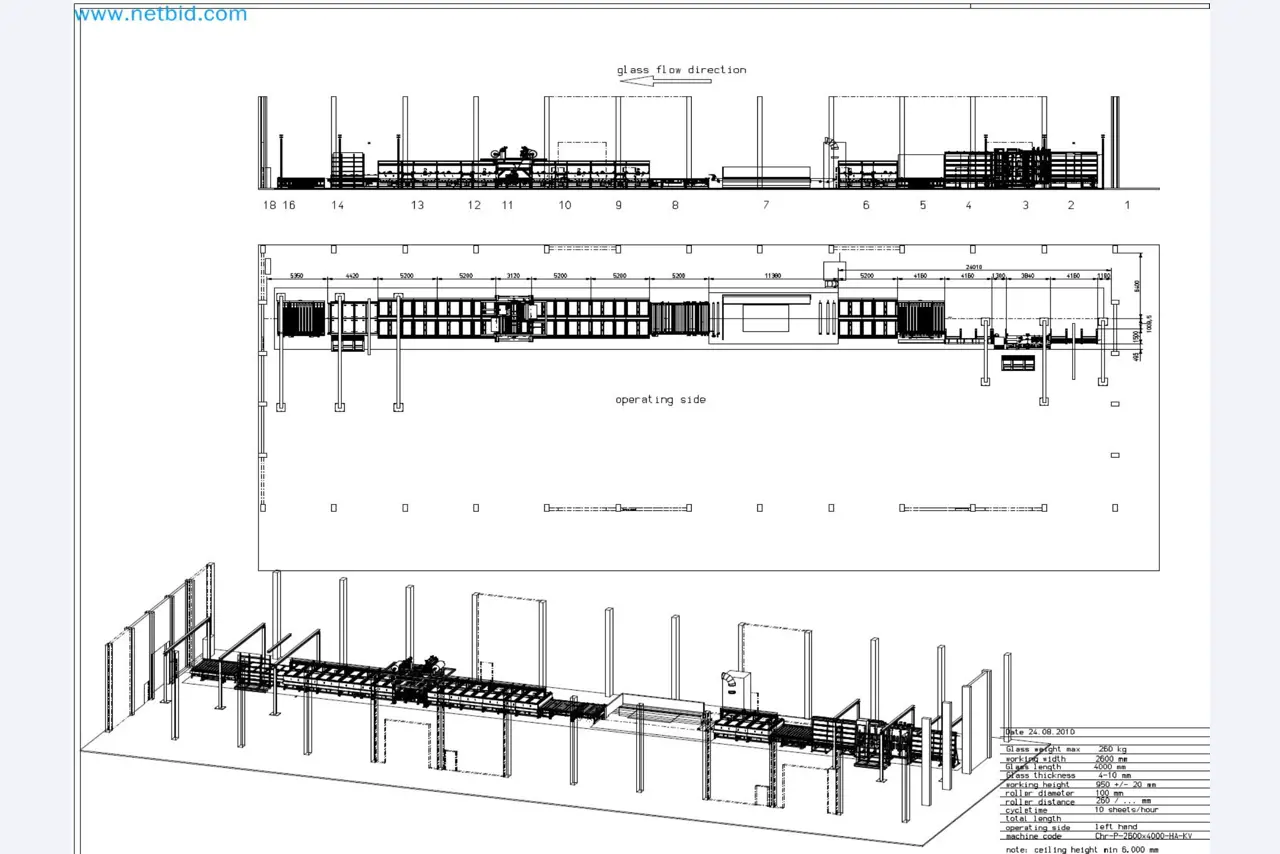
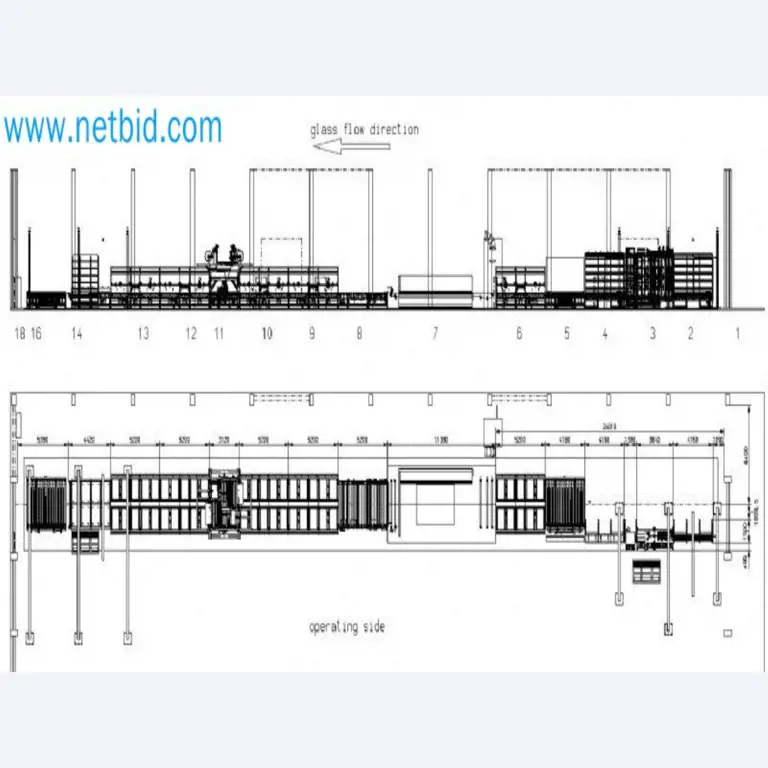
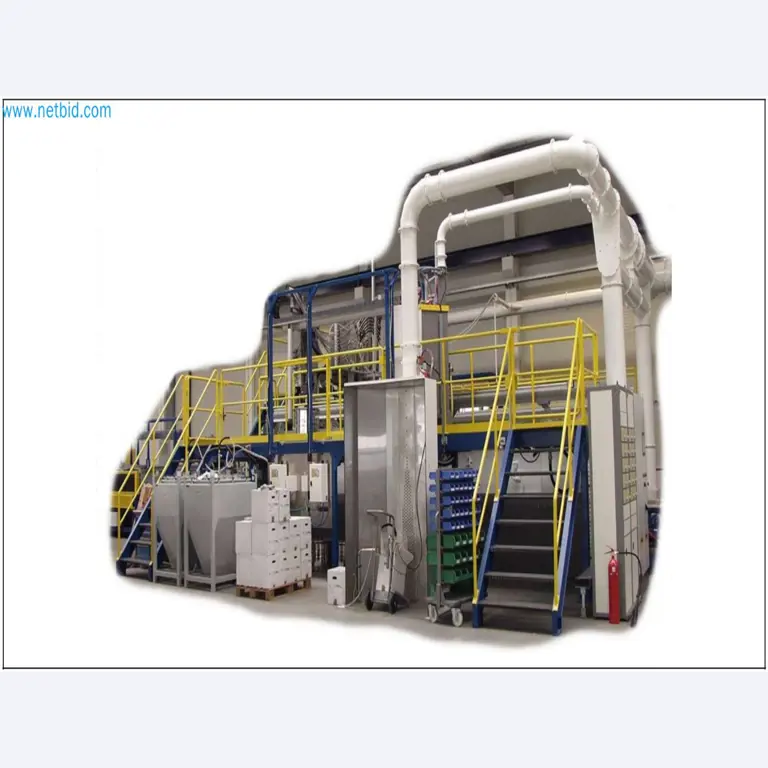
Linka na práškové lakování a výroba bezpecnostního skla (Príklep s výhradou, podléhá potvrzení) Klöpper Maschinentechnik C-2600x4000-HA-KTRADING#18856-1


























































































































































Podrobnosti
Výrobce
Klöpper Maschinentechnik
Typ
C-2600x4000-HA-K
Rok výroby
2012
Popis
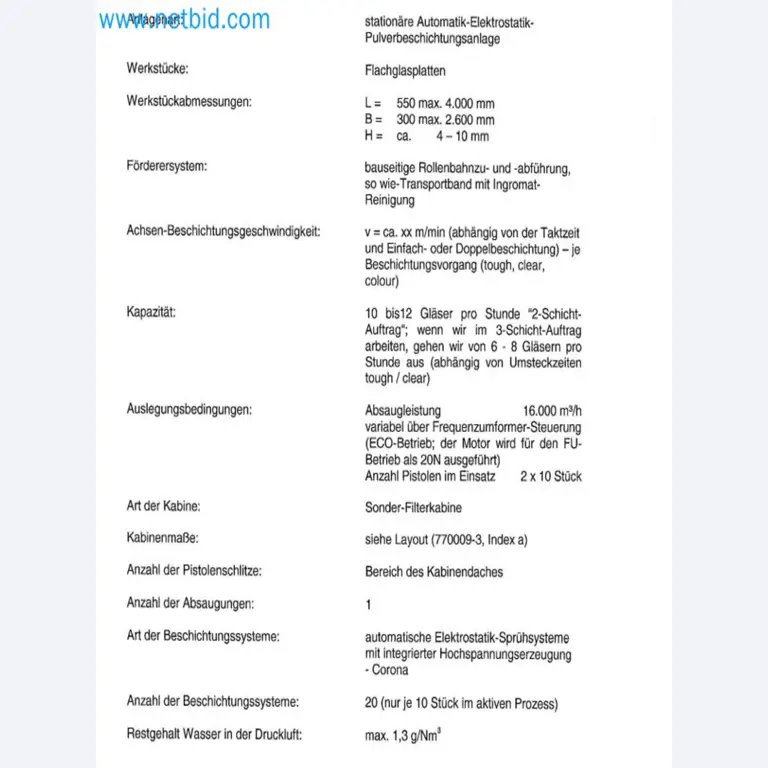
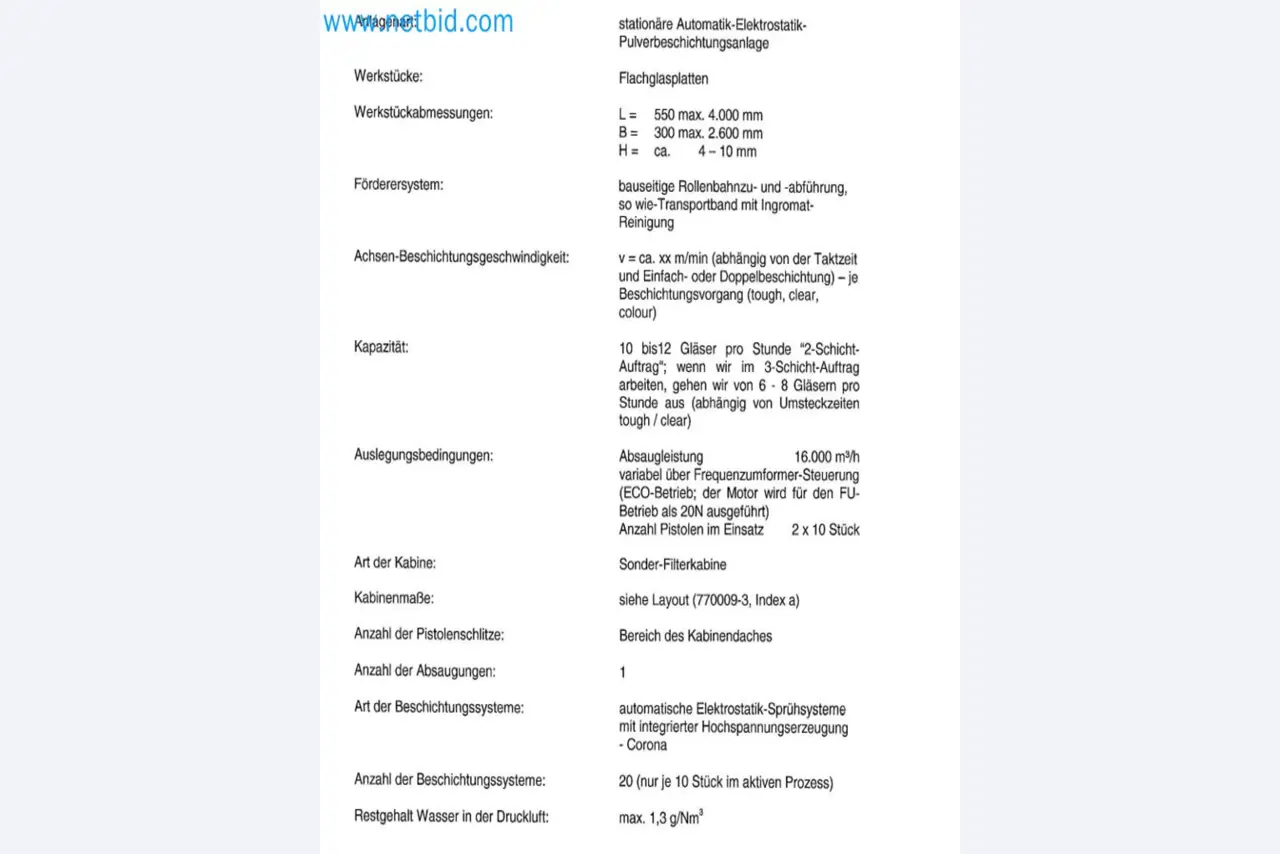
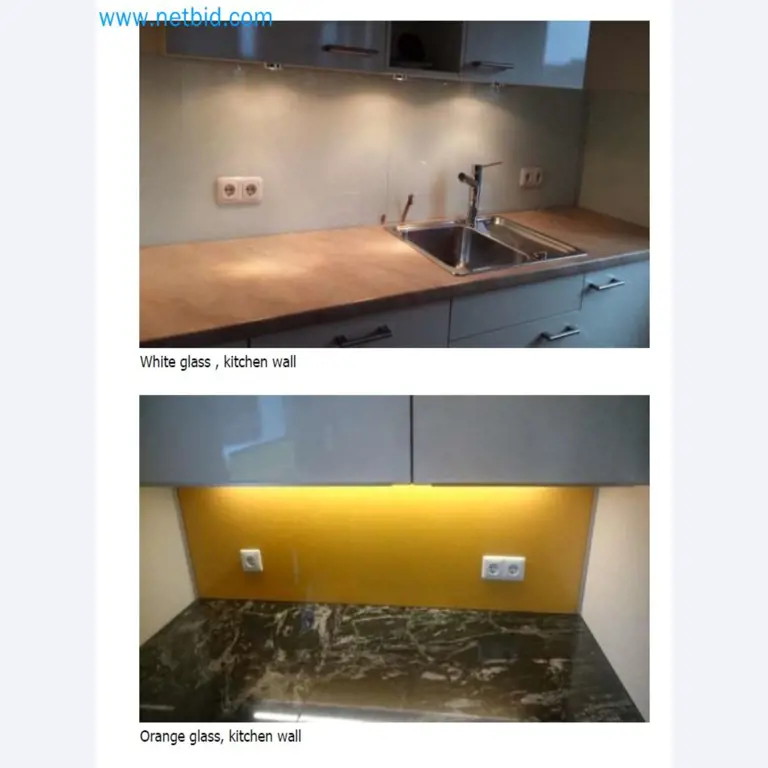
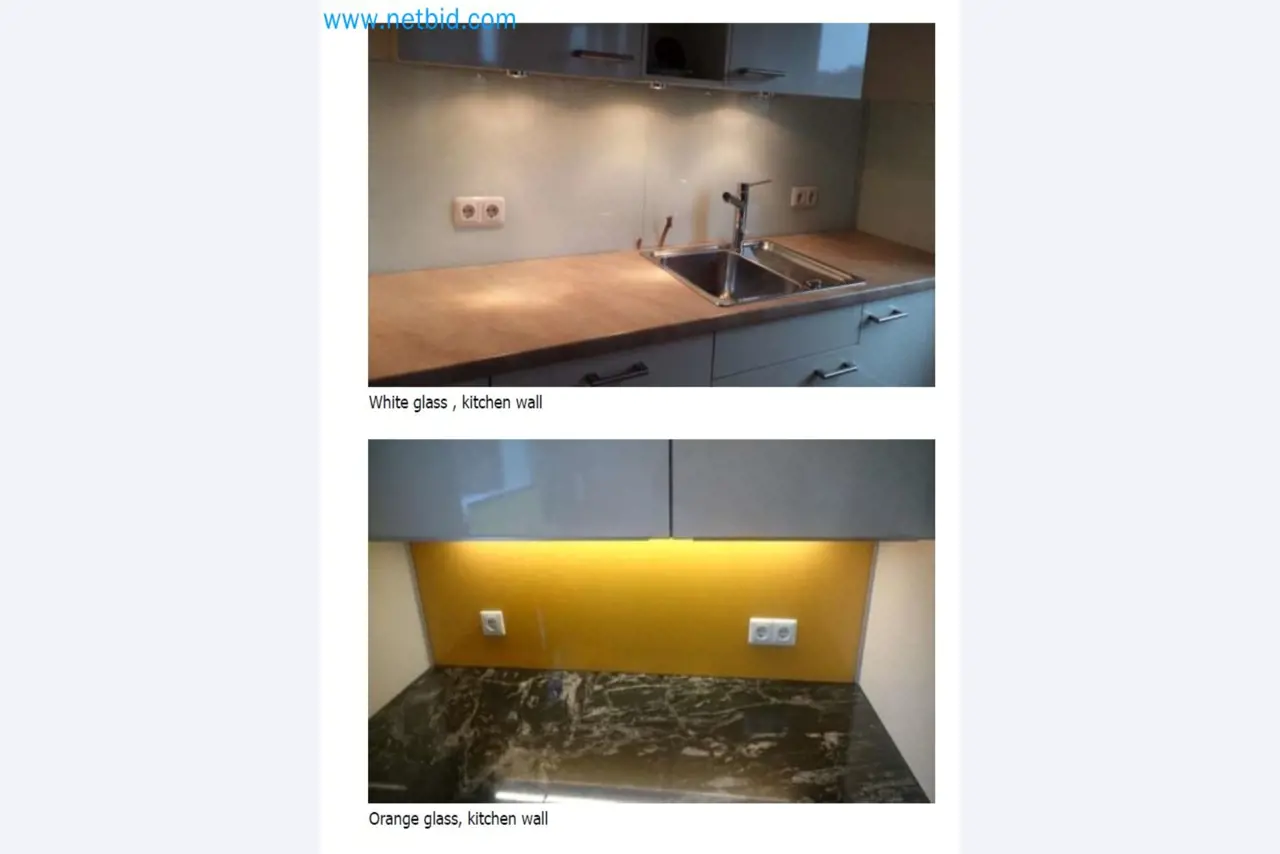
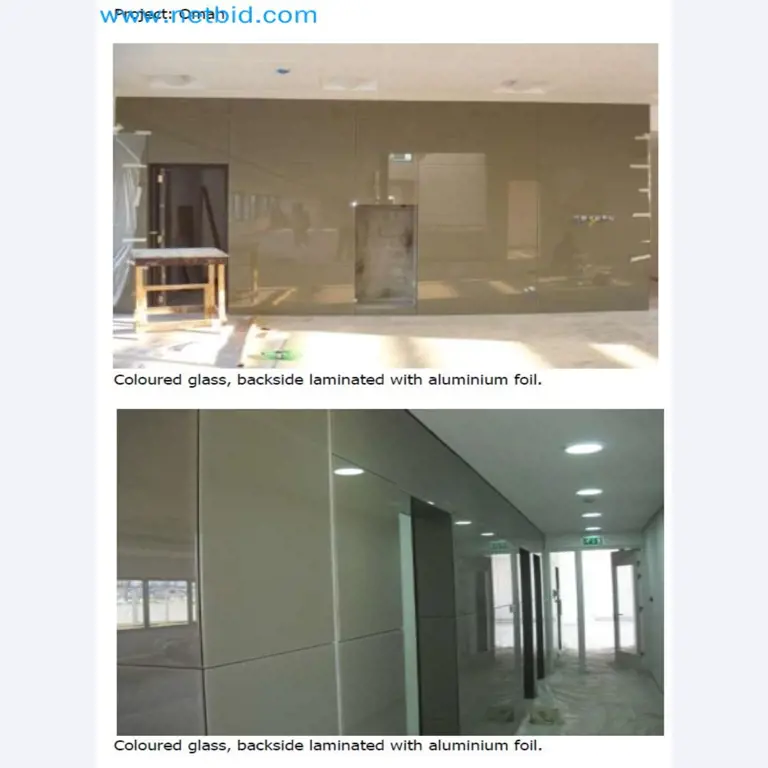
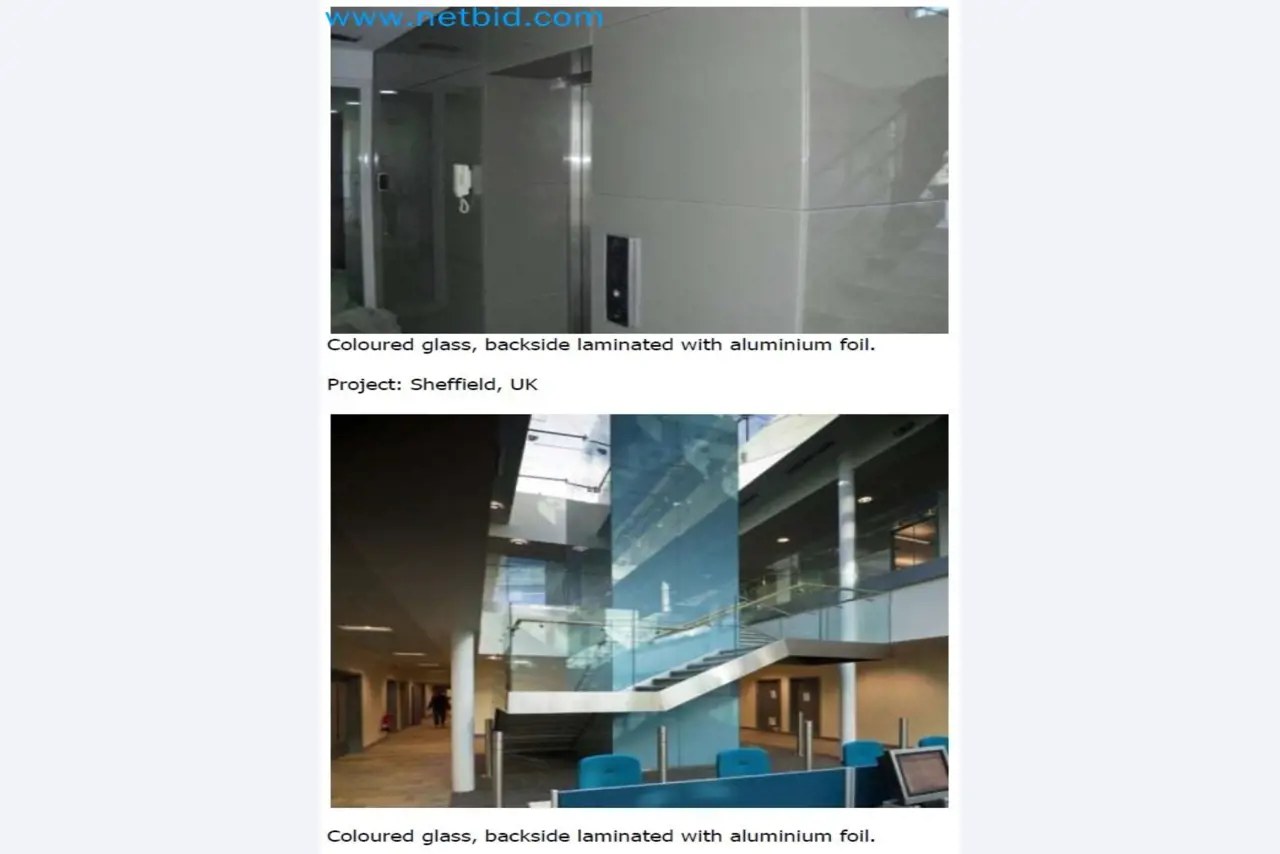
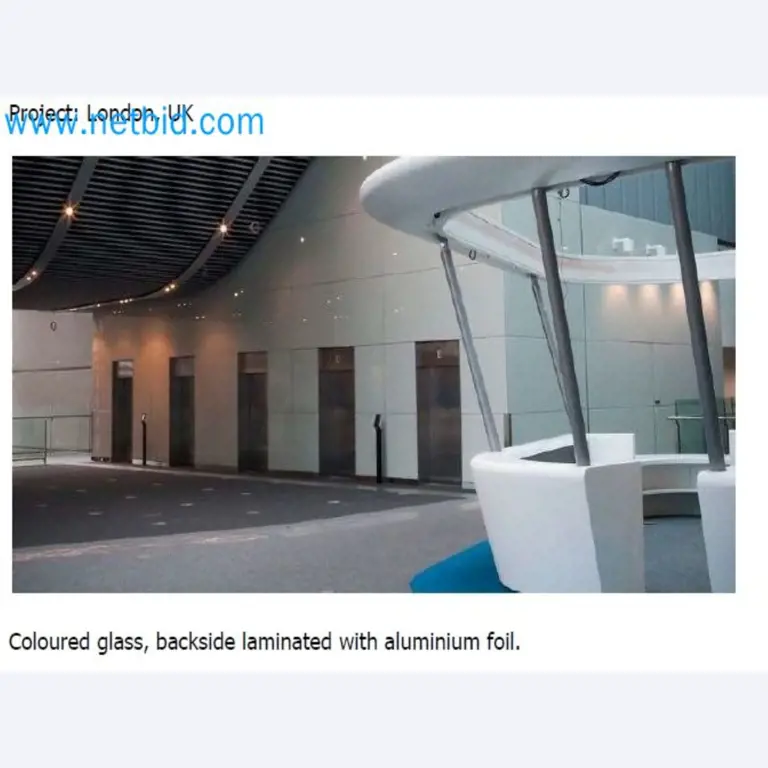
Linka pro práškové lakování a bezpečnostní práškové lakování (laminování).
Na lince lze zpracovávat následující rozměry a typy
Šířka materiálu: 2 600 mm, 2 550 mm nebo 1 300 mm (možné jsou i jiné velikosti, ale rozměry je třeba specifikovat)
Délka materiálu max./min.: 3 660 mm / 2 000 mm
Tloušťka materiálu na jednotku max./min.: 12 mm / 4 mm
Výrobní kapacita linky pro práškové lakování a bezpečnostní práškové lakování:
Doba cyklu: 10 dávek/hod. při průměrném rozměru 2 600 x 4 000 x 4 mm
. Kapacita "materiálu" pro bezpečnostní práškové lakování: cca 740 m² za 8 hodin výroby při velikosti dávky 2 600 x 4 000 x 4 mm (bez změny barvy) při teoretickém provozu na 90 %:
Běžný "materiál" pro práškové lakování
Šířka "materiálu" max./min.: 2 600 mm / 360 mm
Délka "materiálu" max./min.: 3 660 mm / 765 mm
Tloušťka "materiálu" na jednotku max./min.: 12 mm / 4 mm
Běžný práškově lakovaný "materiál" (bez laminovací fólie) lze zpracovat až 4 kusy na dávku, v závislosti na velikosti.
- Volitelná jedna stanice (není zahrnuta v plánu uspořádání) na začátku linky - stanice pro základní nátěr Pyrosil HE500
.
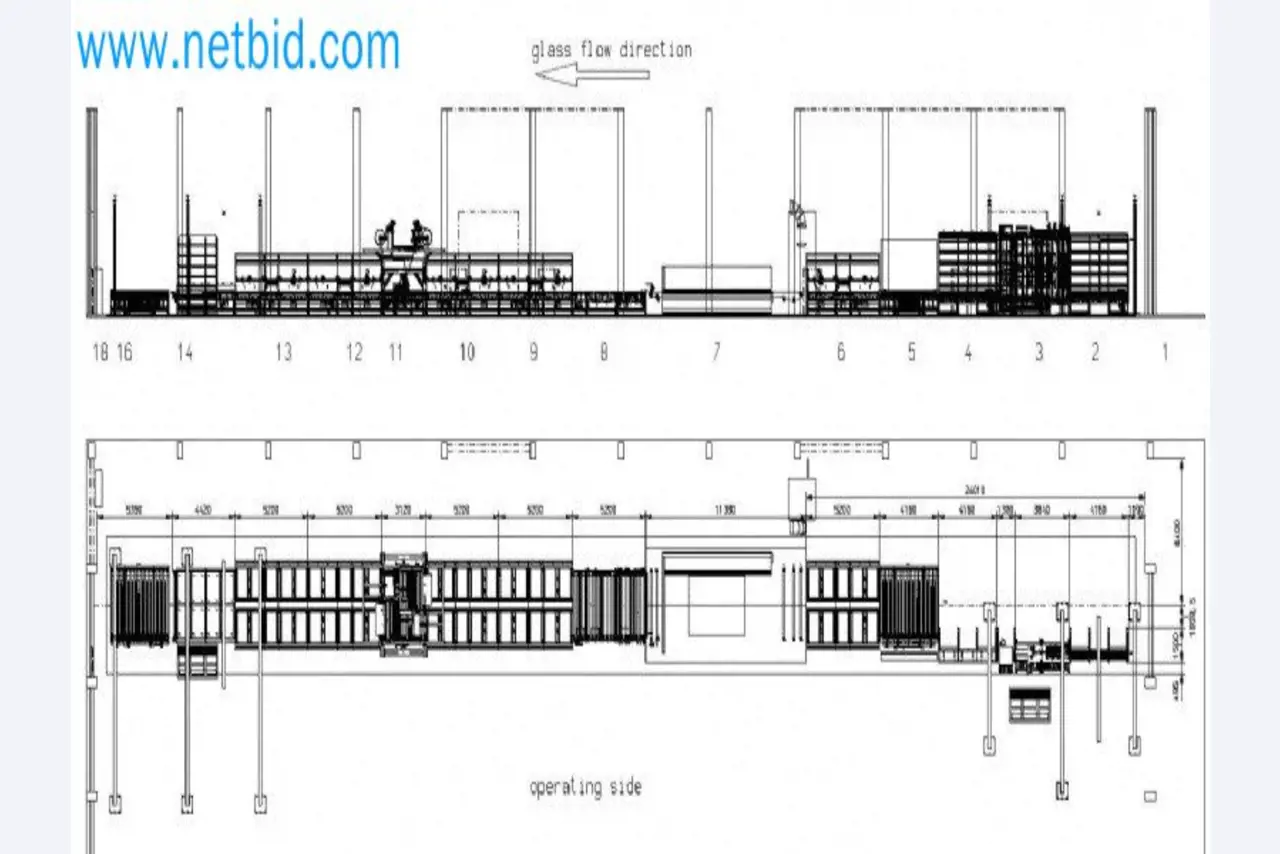
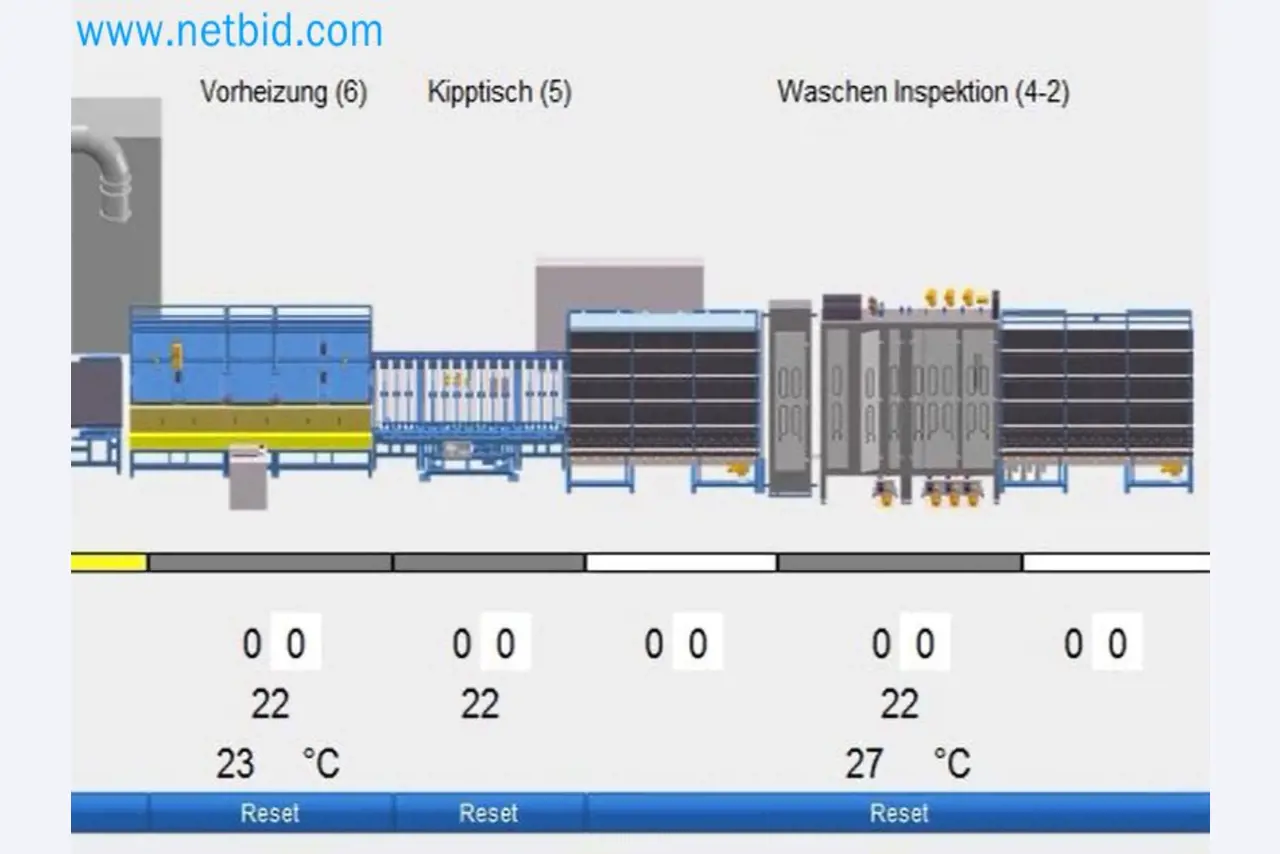
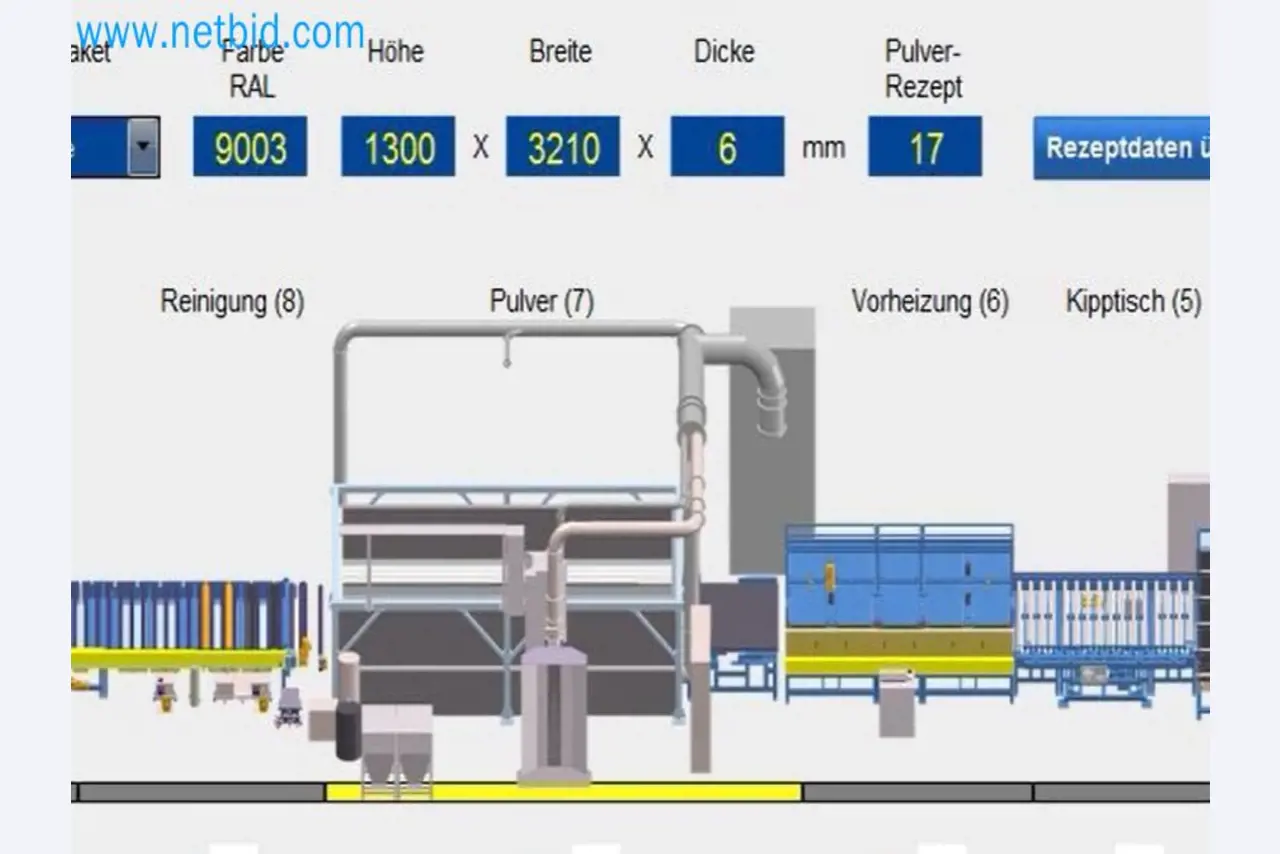
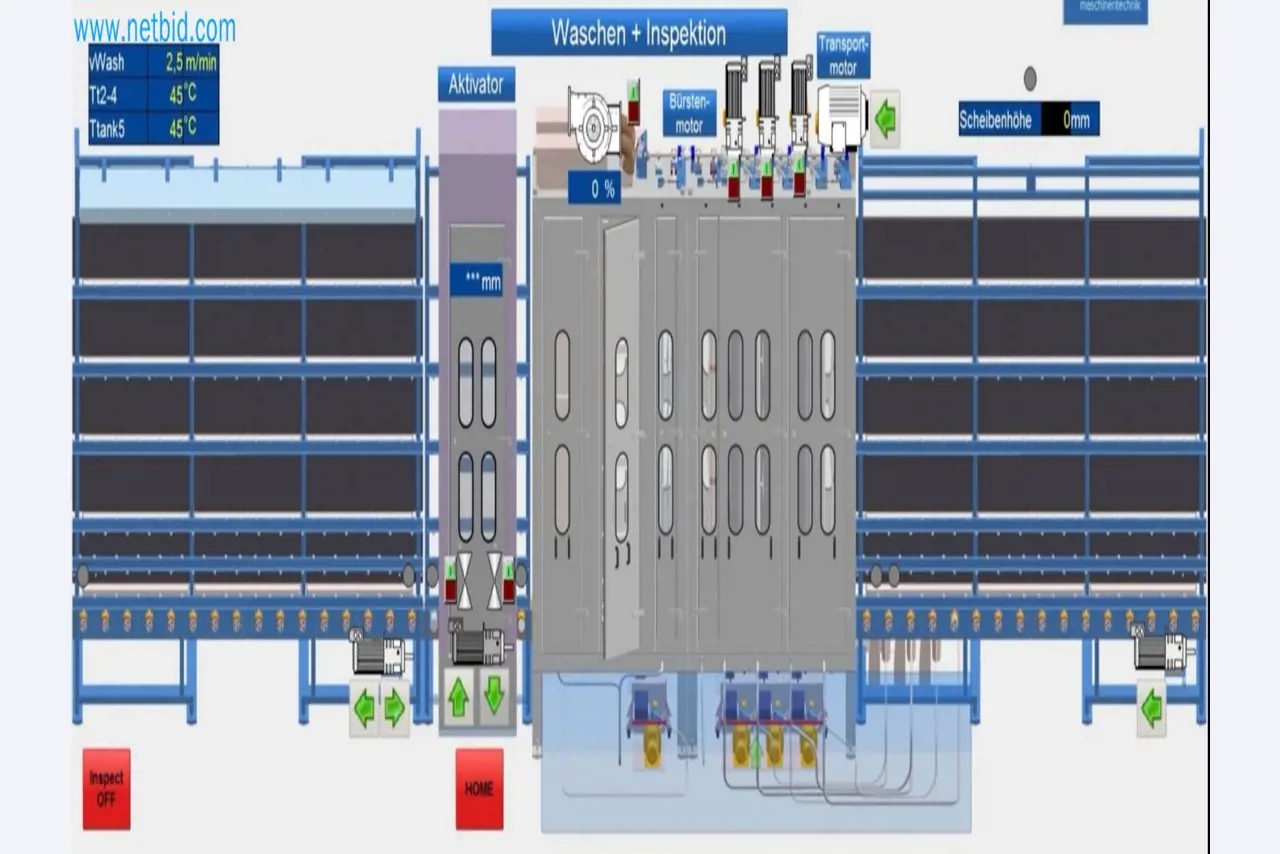
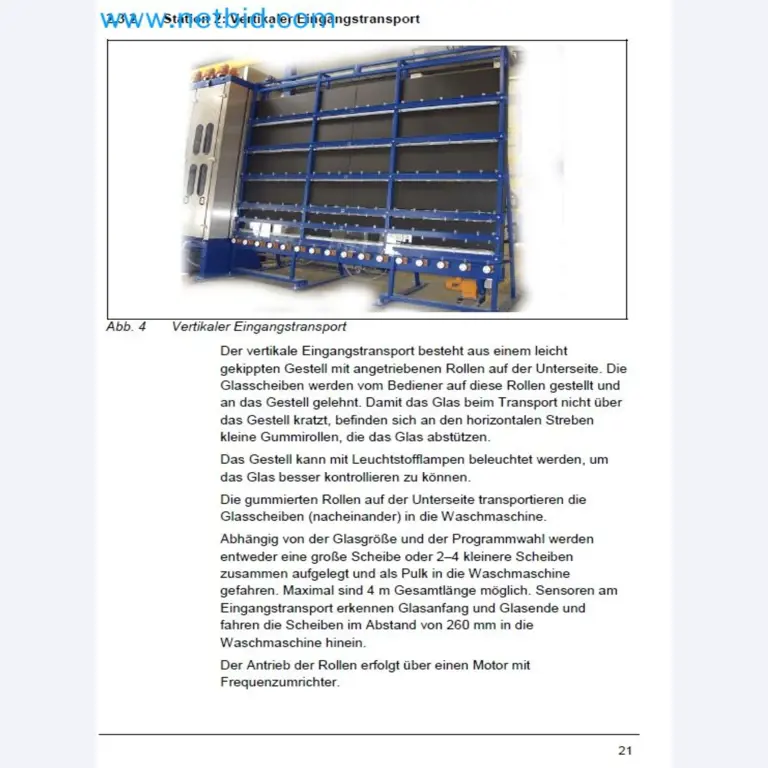
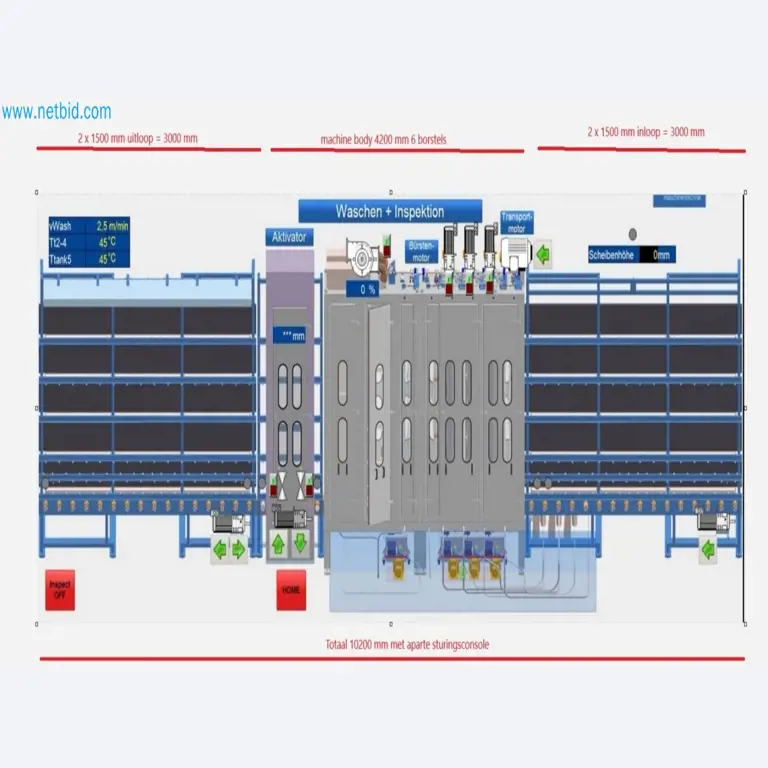
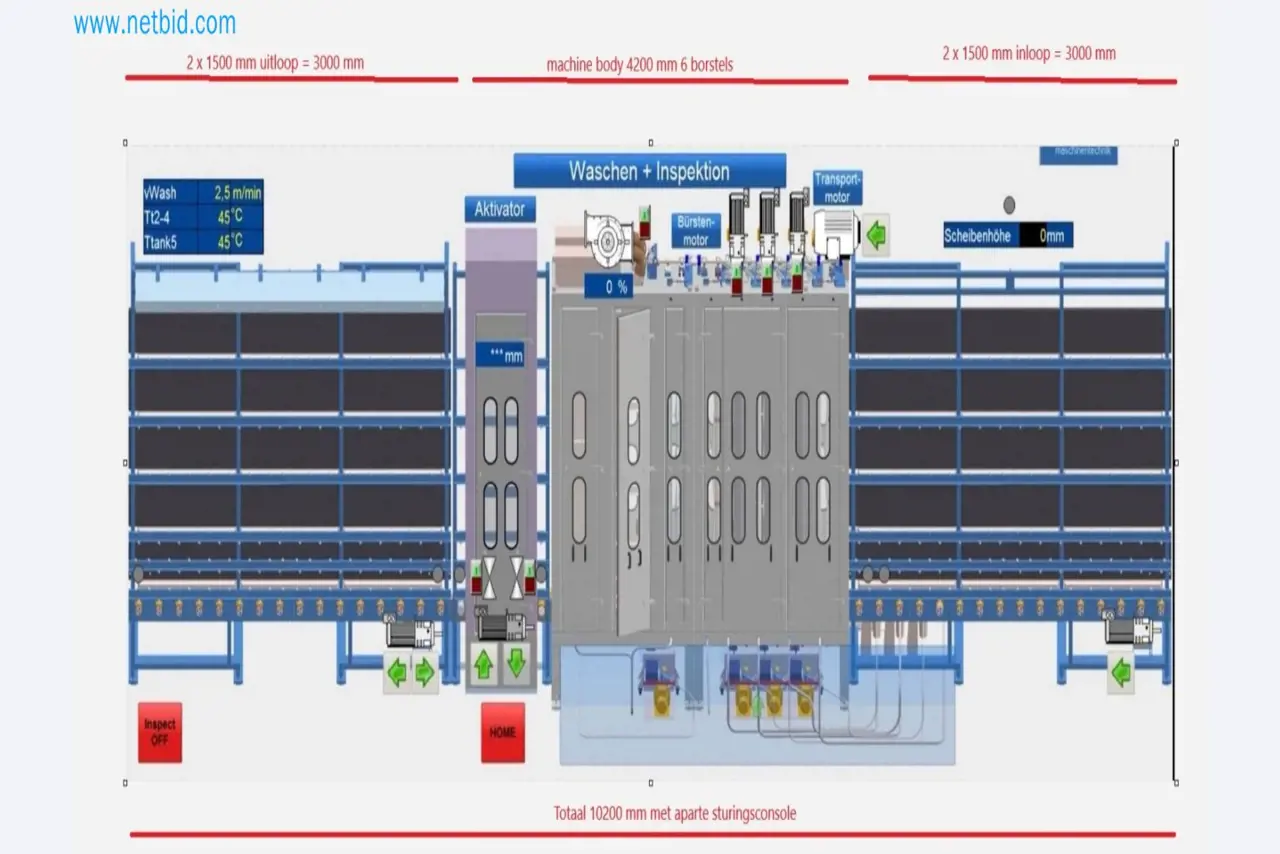
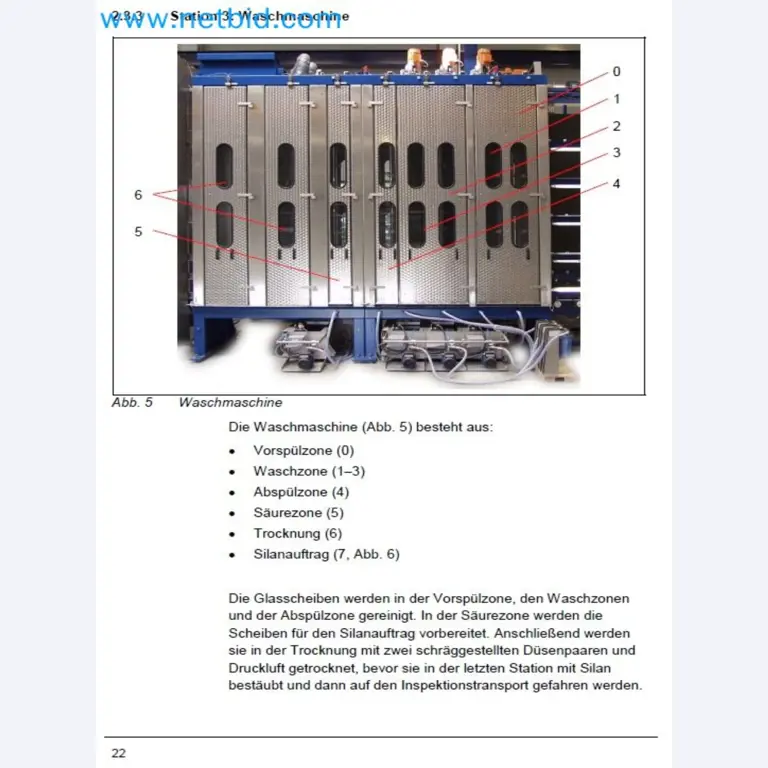
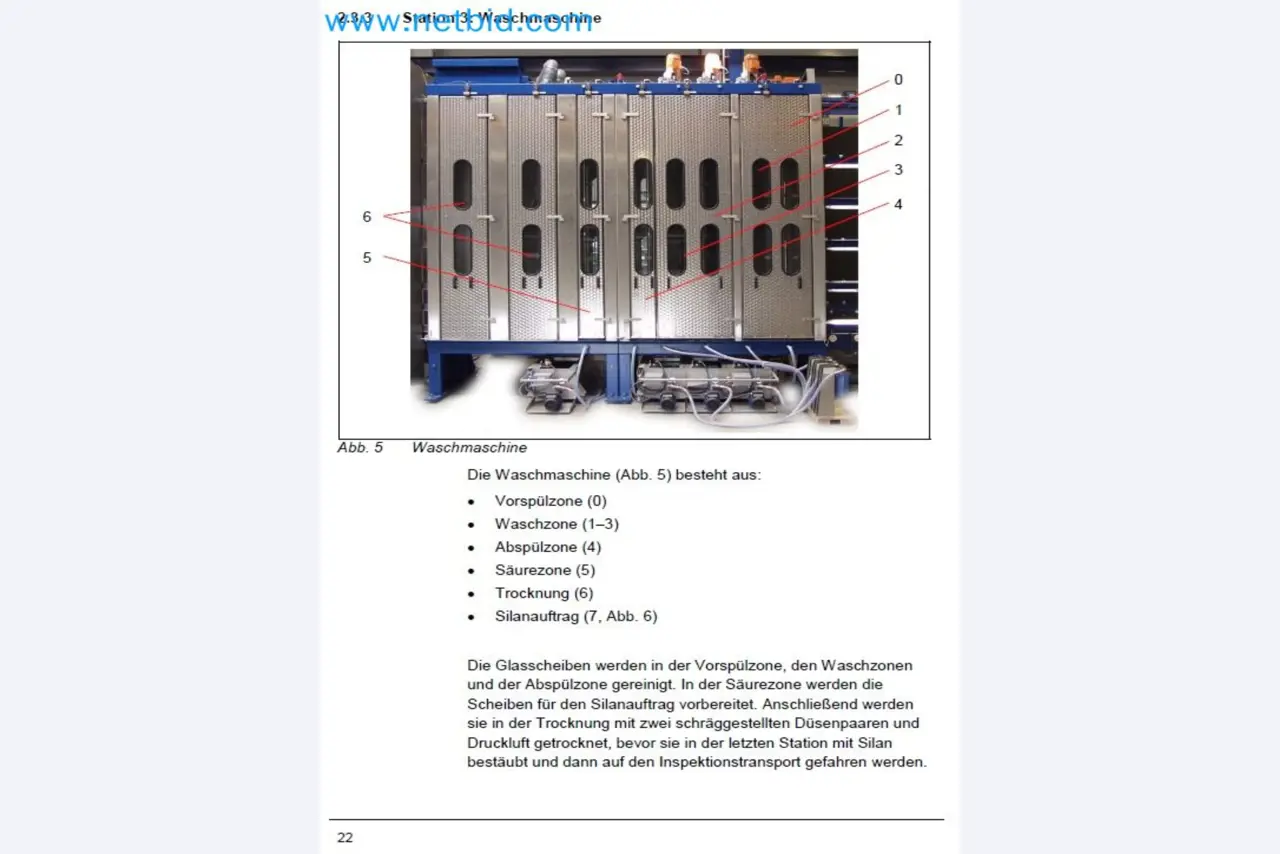
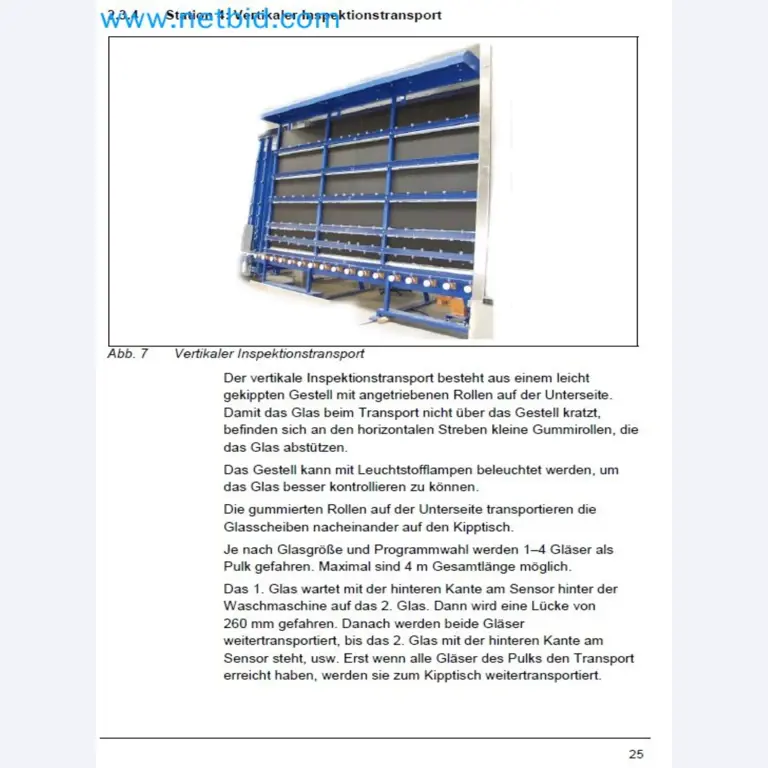
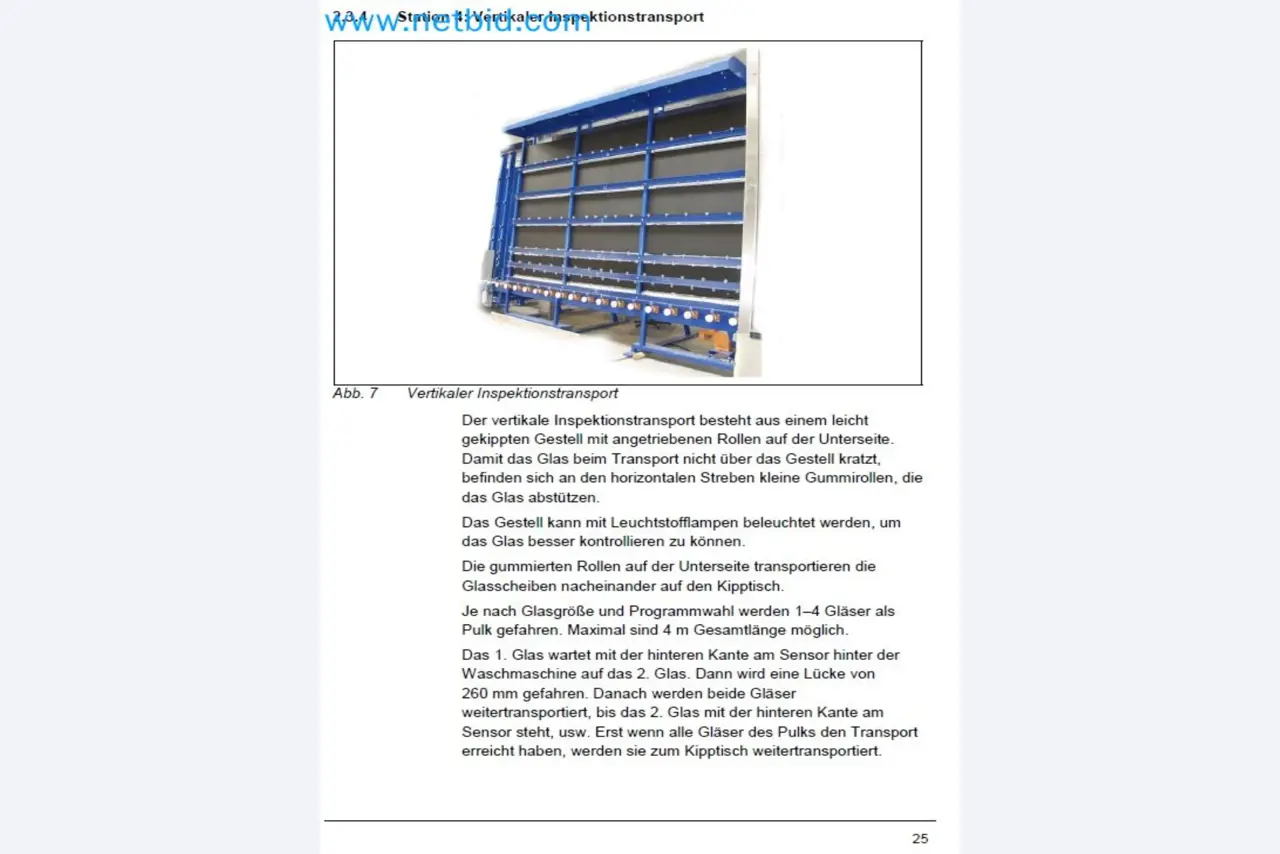
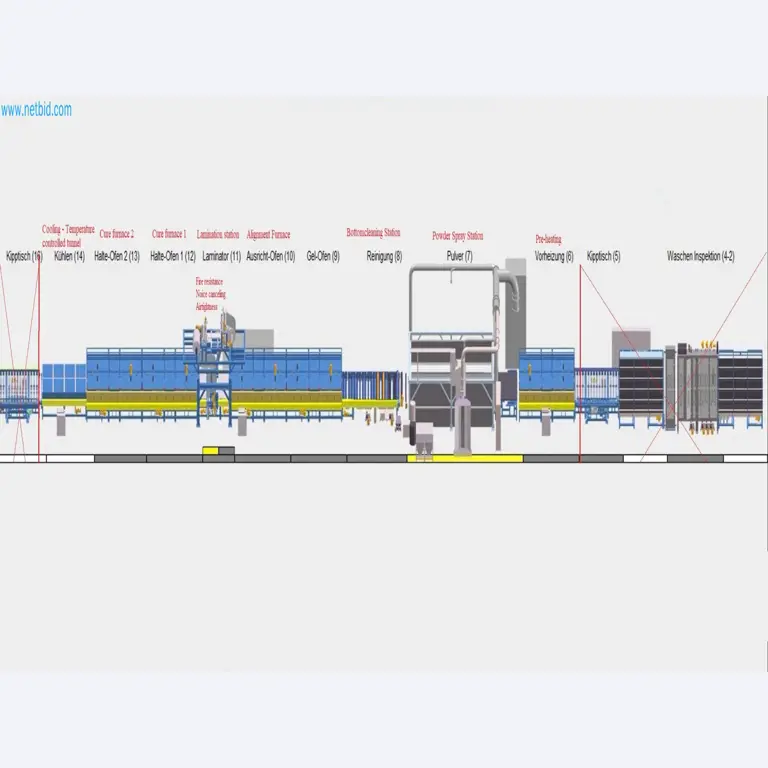
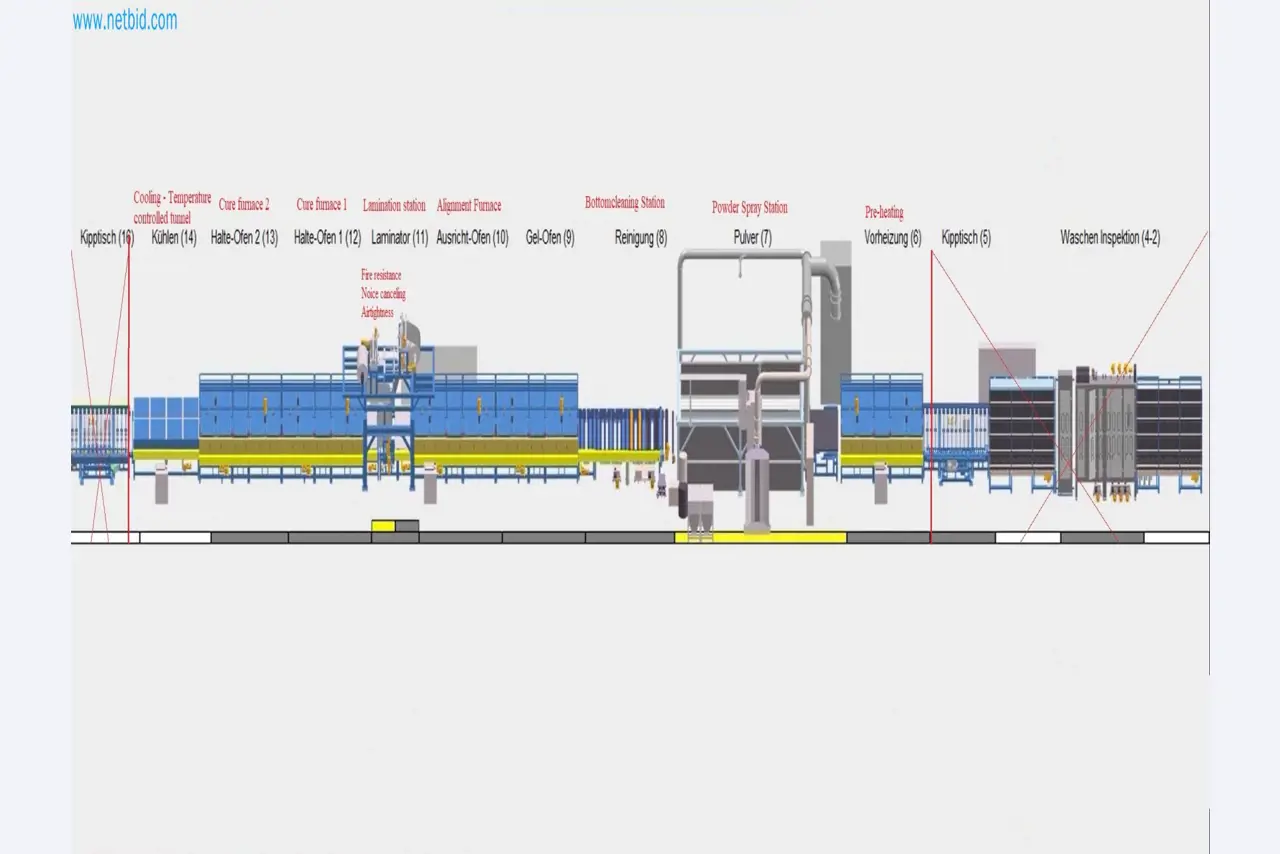
- Pozice 5 Přívodní linka Kontrolní zóna s osvětlením, svislým a naklápěcím dopravníkovým stolem (volitelně lze použít pro kontrolu kvality).
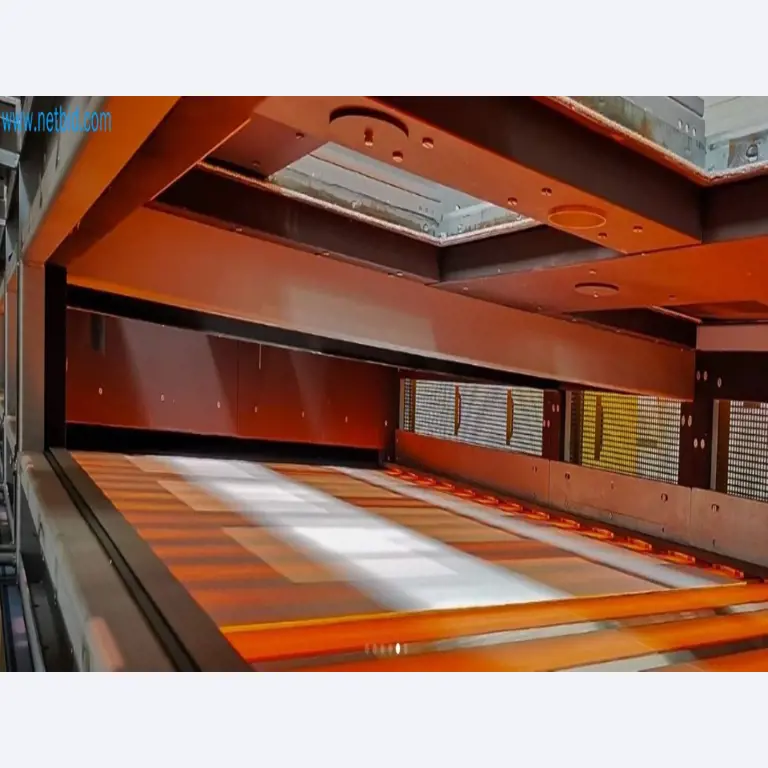
- Pozice 6 Předehřívací pec 50-65 °C pro lepší výsledek lakování
.
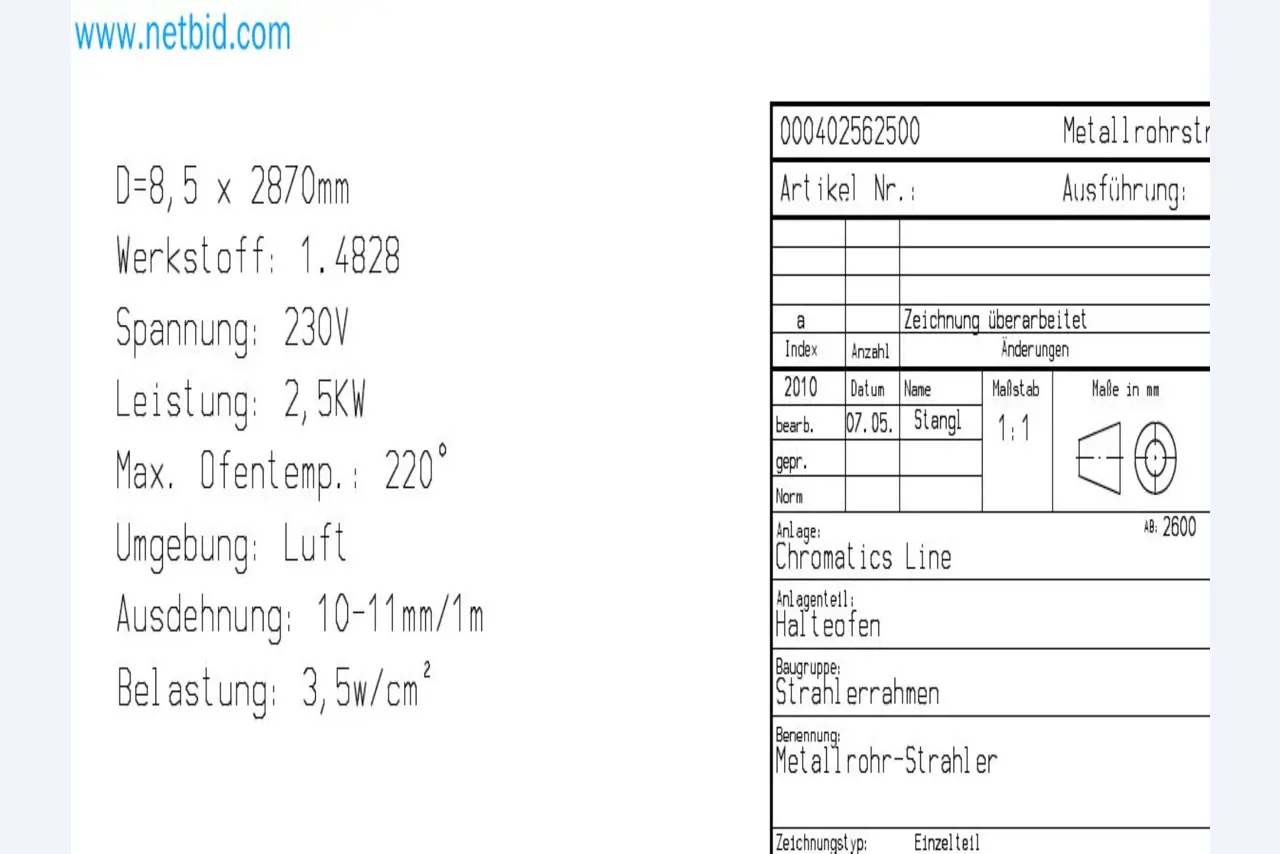
Válečkový dopravník je vybaven keramickými válečky. Dopravní válečky uvnitř pecí mají speciální vysokoteplotní ložiska. Horní a spodní ohřívací pláště jsou opatřeny izolačními panely. Izolační materiál pecí je určen pro vysoké teploty v pecích. V peci jsou instalována trubková kovová topná tělesa. Teplota předehřívacího prostoru je řízena energeticky účinným, plně automatickým uzavřeným řídicím systémem s tyristorovými jednotkami. Teplota "materiálové" desky se v peci měří pomocí pyrometru. Průměrná hodnota v porovnání s cílovou teplotou určuje žádané hodnoty tyristorů pro řízení elektrického výkonu potřebného k udržení cílové teploty.
Měří se a zobrazuje teplota v peci a teplota "materiálu".
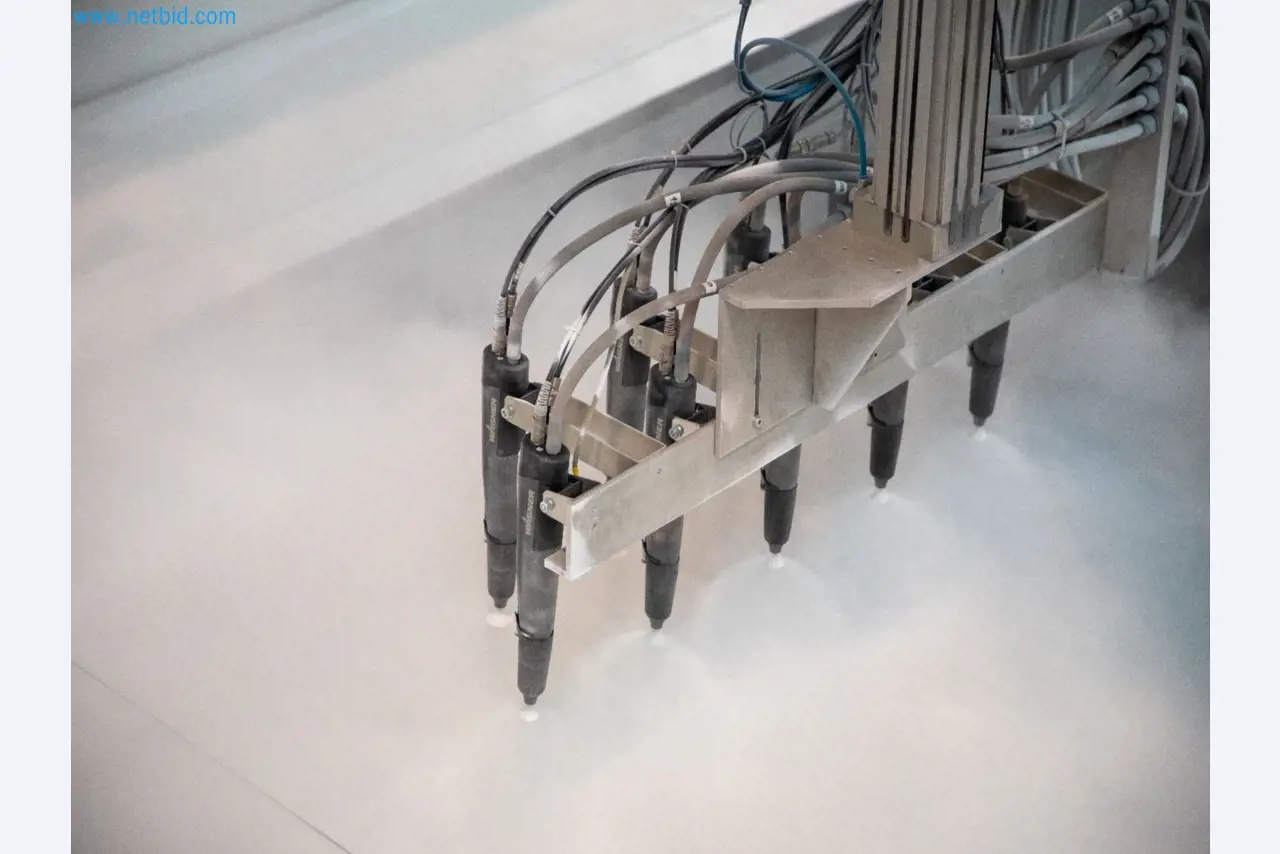
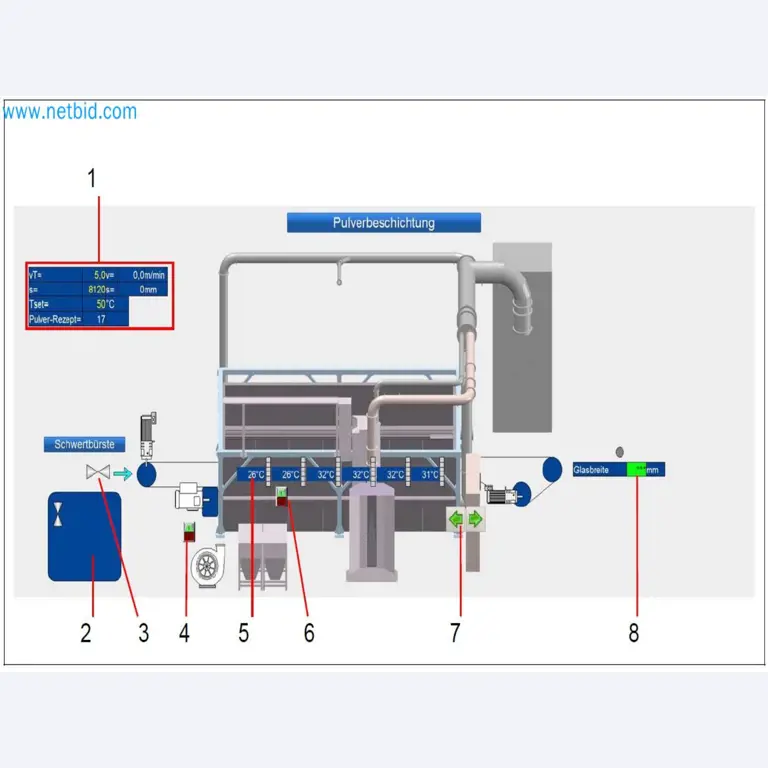
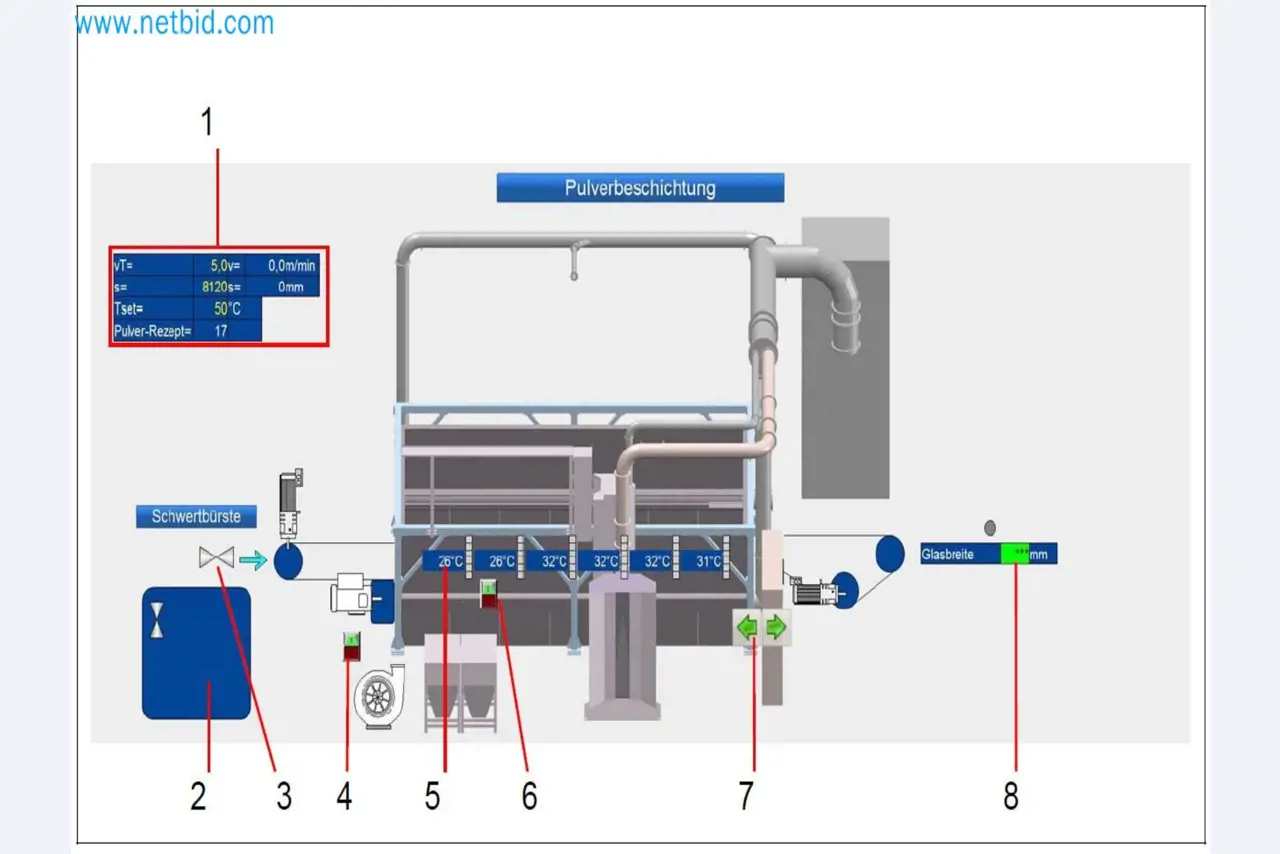
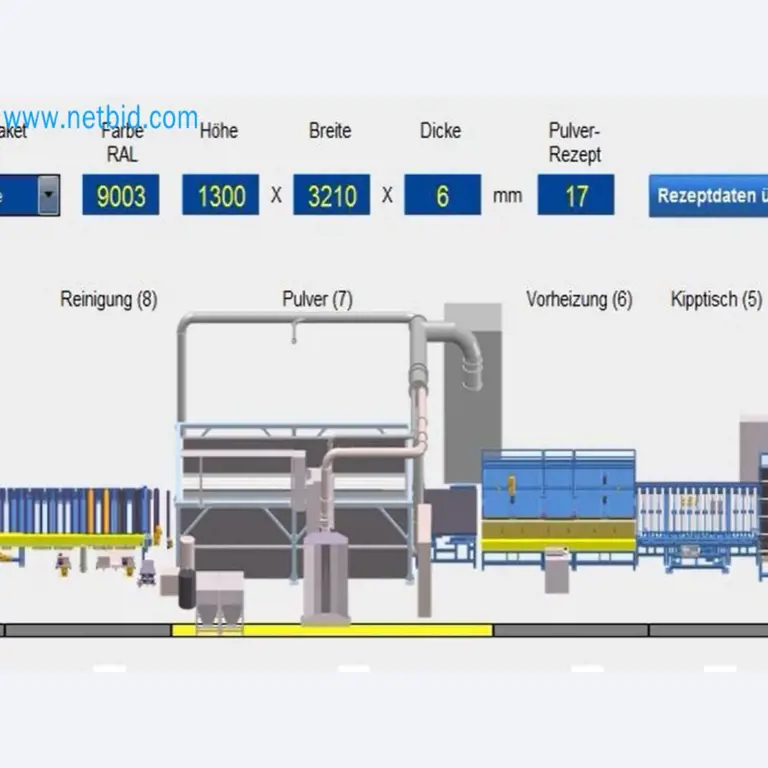
- Pozice 7 Automatická stříkací kabina na práškové materiály 2 600 x 4 000 mm
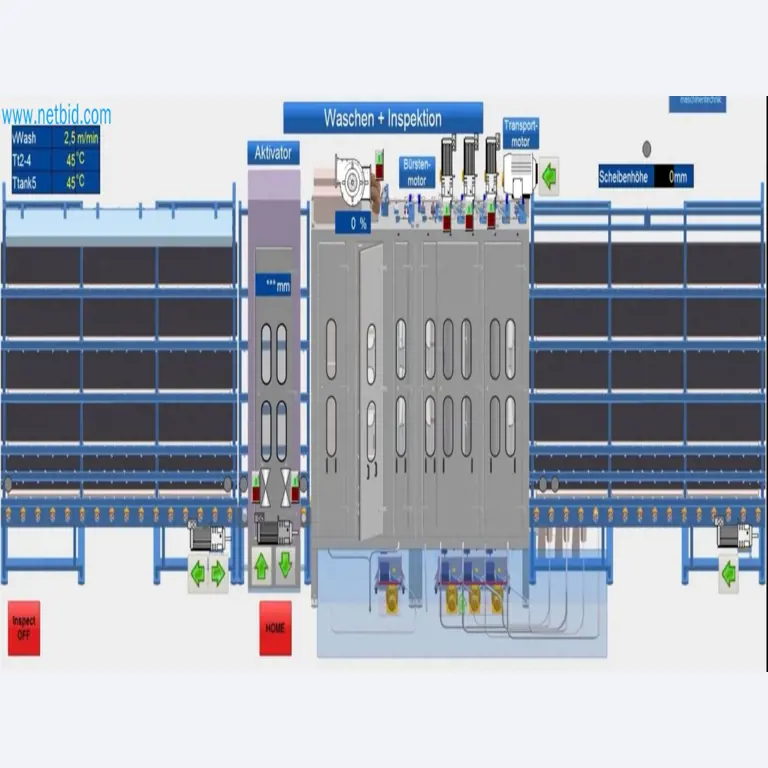
- Pozice 8 Pouze čištění nebo pásový dopravník
Kabina pro práškový nástřik je vybavena odsávacím systémem. V této části se stříkají dva práškové nátěry - barevný a transparentní. "Materiál" je dopravován speciálním vyhřívaným dopravníkovým pásem. Výrobní parametry, jako je tloušťka nátěru, délka a šířka "materiálu", jsou uloženy v recepturách a vyvolávány a řízeny prostřednictvím receptur linky.
Pás se čistí pomocí vakuového systému a systému čištění mokrým kartáčem. Rychlá změna barvy je aktivována speciálním systémem čištění práškových hadic a pistolí stříkacího systému.
Tento válečkový dopravník slouží jako nárazník před gelovou pecí.
U vláknocementu není nutné žádné čištění ani kontakt s vodou!
Dopravník je vybaven válcovými kartáči a houbičkami pro čištění materiálu z nenatřené zadní strany.
Čištění se provádí filtrovanou demineralizovanou vodou. Plně pogumované dopravní válce jsou jednotlivě poháněny šnekovými převody a jsou namontovány na pevném svařovaném rámu.
Transportní válce jsou uloženy v kluzných ložiskách.
Pro odstranění statického náboje z "materiálu" jsou instalovány aktivní a pasivní ionizační tyče.
- Pozice 9 Gelová pec
Odchylka doby gelu je kontrolována ve srovnání s výrobkem. Parametry linky vycházejí z doby gelu pro plavené sklo.
Válečkový dopravník je vybaven keramickými válečky. Dopravní válečky uvnitř pecí mají speciální vysokoteplotní ložiska. Horní a dolní ohřívací pláště jsou opatřeny izolačními panely. Izolační materiál pecí je určen pro vysoké teploty pecí.
V peci jsou instalována speciální dvoutrubková infračervená topná tělesa. Regulace teploty gelové pece je plně automatická uzavřená regulační smyčka s tyristorovými jednotkami.
Teplota skleněné desky se v peci měří pyrometrem. Teplota a doba gelování jsou uvedeny v receptuře. Tyristory jsou řízeny prostřednictvím nastavených křivek gelové pece. V každé receptuře jsou obvykle tři křivky související s procesem. Teploty a časy se nastavují a řídí automaticky. Měří se a zobrazuje teplota pece a "materiálu".
V této části se taví prášek a připravuje povrch pro laminátor.
- Pozice 10 Vyrovnávací pec (1 zóna) před laminovací stanicí
.
Válečkový dopravník je vybaven keramickými válečky. Dopravní válečky uvnitř pecí mají speciální vysokoteplotní ložiska.
Horní a dolní ohřívací plášť je vybaven izolačními panely. Izolační materiál pecí je určen pro vysoké teploty pecí.
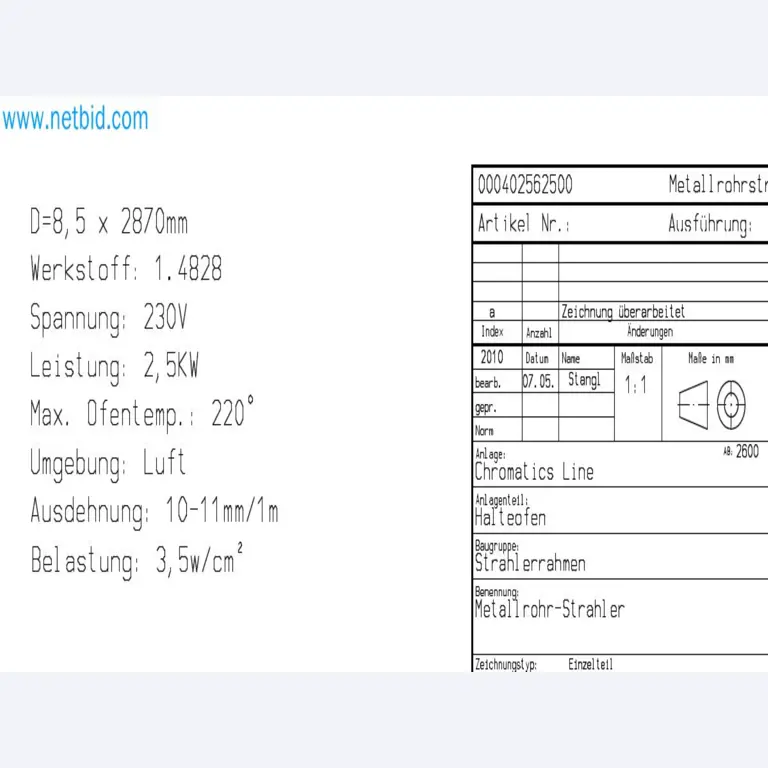
V peci jsou instalována trubková kovová topná tělesa
Regulace teploty vyrovnávací pece je energeticky účinná, plně automatická v uzavřené regulační smyčce s tyristorovými jednotkami.
Teplota "materiálové" desky se v peci měří pyrometrem. Průměrná hodnota v porovnání s cílovou teplotou určuje žádané hodnoty tyristorů pro řízení elektrického výkonu potřebného k udržení cílové teploty.
Měří se a zobrazuje teplota trouby a teplota "materiálu". "Materiál" je vyrovnán do přesné polohy pro pozdější laminování fólie.
- Pozice 11 laminátoru (volitelně, v závislosti na požadavcích aplikace vašeho výrobku)
- Pozice 12 Vytvrzovací pec 1
Vytvrzovací pec 1 slouží k vytvrzení roztaveného práškového nátěru.
Válečkový dopravník je vybaven keramickými válečky. Dopravní válečky uvnitř pece mají speciální vysokoteplotní ložiska.
Horní a dolní ohřívací plášť je opatřen izolačními panely. Izolační materiál pecí je určen pro vysoké teploty pecí.
V peci jsou instalována trubková kovová topná tělesa. Regulace teploty vytvrzovací pece je energeticky účinná, plně automatická v uzavřené regulační smyčce s tyristorovými jednotkami.
Teplota desky "materiálu" se v peci měří pyrometrem.
Průměrná hodnota v porovnání s cílovou teplotou určuje žádané hodnoty tyristorů pro řízení elektrického výkonu potřebného k udržení cílové teploty.
Měří se a zobrazuje teplota v peci a teplota "materiálu".
- Pozice 13 Vytvrzovací pec 2
Vytvrzovací pec 2 (konstrukčně shodná s pecí 1) se rovněž používá k vytvrzování roztaveného práškového nátěru.
Válečkový dopravník je vybaven keramickými válečky. Dopravní válečky uvnitř pece mají speciální vysokoteplotní ložiska.
Horní a dolní ohřívací plášť je opatřen izolačními panely. Izolační materiál pecí je určen pro vysoké teploty pecí.
V peci jsou instalována trubková kovová topná tělesa. Regulace teploty vytvrzovací pece je energeticky účinná, plně automatická v uzavřené regulační smyčce s tyristorovými jednotkami.
Teplota desky "materiálu" se v peci měří pyrometrem.
Průměrná hodnota v porovnání s cílovou teplotou určuje žádané hodnoty tyristorů pro řízení elektrického výkonu potřebného k udržení cílové teploty.
Měří se a zobrazuje teplota v peci a teplota "materiálu".
- Pozice 14 Chladicí tunel (volitelně) s regulací teploty a vzduchu
Válečkový dopravník se používá jako chladicí část před výklopným stolem.
Dopravní válečky, které jsou jednotlivě poháněny šnekovými převody, jsou namontovány na pevném svařovaném rámu.
Transportní válečky jsou uloženy v kluzných ložiskách. Transportní váleček je v horní části zakrytý, aby se snížila rychlost chlazení.
Druhý transport je v horní části otevřený.
- Pozice 16 Naklápěcí dopravní stoly
Volitelně:
Dopravní válečky, které jsou jednotlivě poháněny šnekovými převody, jsou namontovány na pevném svařovaném rámu.
Transportní válečky jsou uloženy v kluzných ložiskách. Naklápěcí ramena jsou ve vodorovné poloze.
Integrovaný naklápěcí stůl se skládá z několika profilových ramen, která lze naklápět v úhlu 84° od vodorovné polohy (elektromechanicky pomocí klikového mechanismu).
Rychlost naklápění je nejnižší na začátku a na konci pohybu.
Materiál se naklání z vodorovné do svislé polohy. Pokud se na vertikálním kontrolním dopravníku nenachází žádný "materiál", najede "materiál" na transportní zařízení.
Naklápěcí stůl se používá také jako nárazník při běžném výrobním provozu.
- Pozice 17 Elektrický rozvod
Pro výše popsanou linku pro práškové lakování a bezpečnostní práškové lakování:
. Provedení: řízené PLC (Siemens S7 - 1500).
Součástí dodávky je:
Hlavní řídicí skříně a místní řídicí skříně.
Různé připojovací skříňky.
Řídicí skříně jsou součástí výrobní linky a obsahují příslušné rozváděče, jakož i napájecí zdroj a PLC Siemens s příslušnými sestavami.
Kromě toho jsou rozváděče připraveny pro připojení UPS. Všechny instalované senzory jsou navrženy tak, aby se zabránilo vibracím nebo nesprávným měřením.
Rozváděčové skříně (stupeň krytí IP54) jsou kompletně zapojeny do svorek a otestovány. Místní připojovací skříně jsou vnitřně zapojeny a částečně předpřipojeny k příslušným spotřebičům.
Všechny vstupy a výstupy jsou vedeny na svorky. Musí být k dispozici rezervní svorky s vedenými kabely pro budoucí použití (nejméně 10 %).
Všechny svorkovnice mají požadované krytí podle své polohy na vedení.
PLC se dodává s přídavnou pamětí a volnými digitálními vstupy a výstupy (každý alespoň 10 %). Všechny programy a data jsou v případě výpadku napájení uloženy ve vyrovnávací paměti.
Celá linka je řízena prostřednictvím PLC. Zadávání, vytváření a ukládání receptur pro různé procesní parametry a výrobky prostřednictvím PC.
Elektrická instalace zahrnuje všechny kabely mezi řídicími skříněmi a spotřebiči a také veškerý instalační materiál pro linku, jako jsou kabelové žlaby.
Kabelové trasy od ovládacích skříní k lince vedou částečně v podlaze v souladu se základovým plánem.
- Ovládání PC:
Komunikace mezi linkou a externími prvky linky probíhá prostřednictvím připojení Profinet.
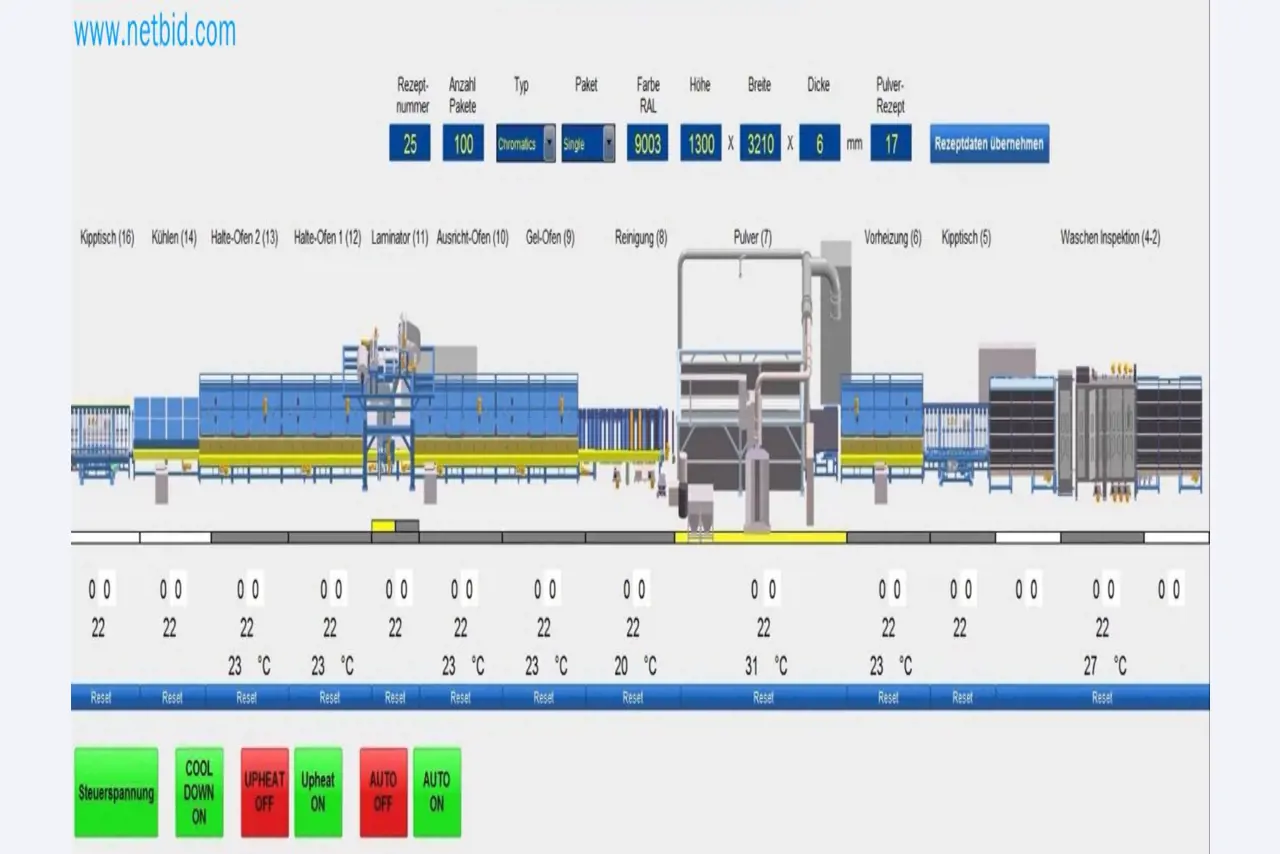
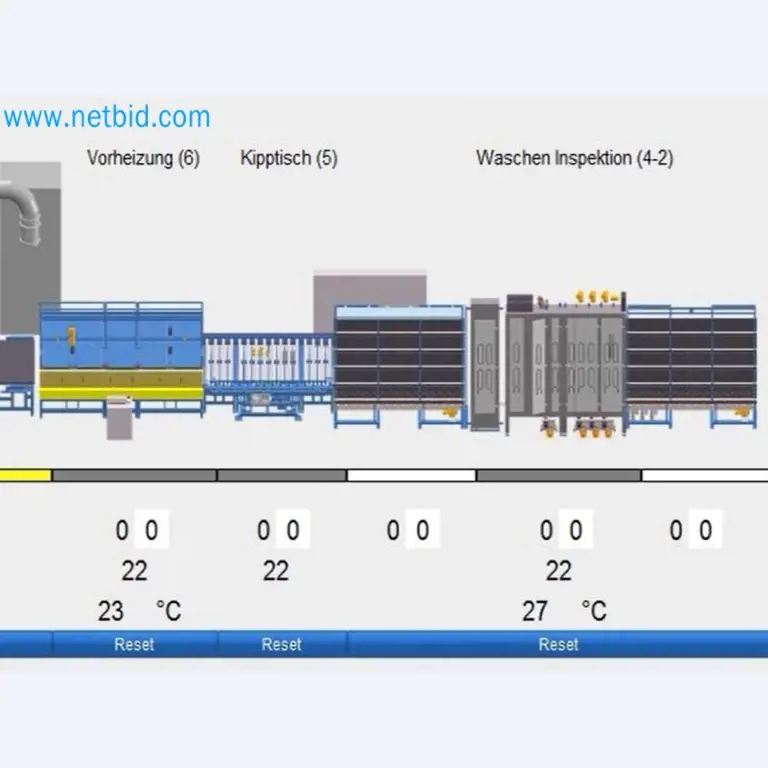
Vizualizace (řídicí systém SCADA), ovládání pomocí PC včetně monitoru, kontroly dat, správy receptur a sledování plechů (Siemens Simatic).
WinCC Advanced (TIA Portal), který se skládá z:
1 standardního PC
1 monitor o velikosti cca 22" - 24"
1 klávesnice a myši
1 software Simatic WinCC Advanced (TIA Portal)
Funkční ovládání motorů, radiátorů a celé linky prostřednictvím PC. Integrované zobrazení chyb s kontrolou systému.
Vizualizace všech sestav. Možnost ukládání a archivace parametrů kontroly kvality.
Zobrazení stroje s motory atd. na obrazovce a všech provozních parametrů, jako jsou otáčky, nastavení tyristorů, teploty atd. Pomocí počítače lze sledovat a nastavovat komponenty linky.
Ukládání receptur pro různé parametry procesu, jako jsou rozměry skla, tloušťka skla nebo různé cílové hodnoty pro různé výrobky.
- Kontrola kvality
Naměřené výrobní parametry podél linky se ukládají podle vyráběného "materiálu". "Materiál" může být podepsán ručně nebo volitelně označen na zadní straně fólie pomocí digitální tiskárny.
Další funkce: Záznam alarmů, záznam značek, vizualizace sledování desek, archivace různých procesních parametrů.
- Provoz a monitorování
2 panely Simatic Comfort
Jeden panel u laminátoru, jeden panel na konci linky
Panely slouží k ovládání a kontrole linky v automatickém a manuálním režimu.
Provozní režimy:
Automatický režim:
Automatický režim pro plně automatické ovládání linky pomocí receptury.
Vyvolání receptur pro probíhající výrobu podle potřeby. Po výběru receptury se automaticky přenesou nově nastavené hodnoty.
Linka se automaticky přizpůsobí novým výrobním parametrům.
Všechny ventily a motory jsou monitorovány a v případě poruchy je vydán signál.
Ruční ovládání:
Umožňuje aktivaci všech motorů pro údržbu linky.
Manuální provoz s monitorováním koncové polohy, ale bez blokování.
Obecné konstrukční údaje:
Vstup: 3 x 400 V, +50 Hz, PEN
Řídicí napětí: 24 V DC / 230 V DC
Kolísání napětí: + 5 % / - 5 %
Nadmořská výška instalace: < 1 000 m n. m.
Okolní teplota: min. +5 °C, max. +40 °C
Relativní vlhkost: max. 95 %
Rozváděčové skříně s klimatizací: v případě potřeby po konečném návrhu linky v dílně.
Rozváděče: v souladu s IEC, EN, VDE
Rozváděčové skříně s kabelovými vývody: ve spodní části
Dokumentace: podle DIN na ELCADu
Jazyk dokumentace: angličtina
Kompletní demontáž linky!!!
K naložení kompletní linky je zapotřebí přibližně 18 standardních nákladních automobilů.
Důležité! Linka již byla odborně demontována a bude naložena na dopravní prostředek kupujícího. Povinné náklady na demontáž a nakládku, které hradí kupující, činí 16 000 EUR (plus případná DPH). Prodávající vystaví na tyto náklady fakturu, která musí být před převzetím plně uhrazena. Společnost NetBid ESP SLU nedostává za demontáž a nakládku žádnou provizi, a proto za tyto úkony prodávajícího neodpovídá. Demontovanou linku je možné si prohlédnout a je zakoupena "tak, jak je".
Na lince lze zpracovávat následující rozměry a typy
Šířka materiálu: 2 600 mm, 2 550 mm nebo 1 300 mm (možné jsou i jiné velikosti, ale rozměry je třeba specifikovat)
Délka materiálu max./min.: 3 660 mm / 2 000 mm
Tloušťka materiálu na jednotku max./min.: 12 mm / 4 mm
Výrobní kapacita linky pro práškové lakování a bezpečnostní práškové lakování:
Doba cyklu: 10 dávek/hod. při průměrném rozměru 2 600 x 4 000 x 4 mm
. Kapacita "materiálu" pro bezpečnostní práškové lakování: cca 740 m² za 8 hodin výroby při velikosti dávky 2 600 x 4 000 x 4 mm (bez změny barvy) při teoretickém provozu na 90 %:
Běžný "materiál" pro práškové lakování
Šířka "materiálu" max./min.: 2 600 mm / 360 mm
Délka "materiálu" max./min.: 3 660 mm / 765 mm
Tloušťka "materiálu" na jednotku max./min.: 12 mm / 4 mm
Běžný práškově lakovaný "materiál" (bez laminovací fólie) lze zpracovat až 4 kusy na dávku, v závislosti na velikosti.
- Volitelná jedna stanice (není zahrnuta v plánu uspořádání) na začátku linky - stanice pro základní nátěr Pyrosil HE500
.
- Pozice 5 Přívodní linka Kontrolní zóna s osvětlením, svislým a naklápěcím dopravníkovým stolem (volitelně lze použít pro kontrolu kvality).
- Pozice 6 Předehřívací pec 50-65 °C pro lepší výsledek lakování
.
Válečkový dopravník je vybaven keramickými válečky. Dopravní válečky uvnitř pecí mají speciální vysokoteplotní ložiska. Horní a spodní ohřívací pláště jsou opatřeny izolačními panely. Izolační materiál pecí je určen pro vysoké teploty v pecích. V peci jsou instalována trubková kovová topná tělesa. Teplota předehřívacího prostoru je řízena energeticky účinným, plně automatickým uzavřeným řídicím systémem s tyristorovými jednotkami. Teplota "materiálové" desky se v peci měří pomocí pyrometru. Průměrná hodnota v porovnání s cílovou teplotou určuje žádané hodnoty tyristorů pro řízení elektrického výkonu potřebného k udržení cílové teploty.
Měří se a zobrazuje teplota v peci a teplota "materiálu".
- Pozice 7 Automatická stříkací kabina na práškové materiály 2 600 x 4 000 mm
- Pozice 8 Pouze čištění nebo pásový dopravník
Kabina pro práškový nástřik je vybavena odsávacím systémem. V této části se stříkají dva práškové nátěry - barevný a transparentní. "Materiál" je dopravován speciálním vyhřívaným dopravníkovým pásem. Výrobní parametry, jako je tloušťka nátěru, délka a šířka "materiálu", jsou uloženy v recepturách a vyvolávány a řízeny prostřednictvím receptur linky.
Pás se čistí pomocí vakuového systému a systému čištění mokrým kartáčem. Rychlá změna barvy je aktivována speciálním systémem čištění práškových hadic a pistolí stříkacího systému.
Tento válečkový dopravník slouží jako nárazník před gelovou pecí.
U vláknocementu není nutné žádné čištění ani kontakt s vodou!
Dopravník je vybaven válcovými kartáči a houbičkami pro čištění materiálu z nenatřené zadní strany.
Čištění se provádí filtrovanou demineralizovanou vodou. Plně pogumované dopravní válce jsou jednotlivě poháněny šnekovými převody a jsou namontovány na pevném svařovaném rámu.
Transportní válce jsou uloženy v kluzných ložiskách.
Pro odstranění statického náboje z "materiálu" jsou instalovány aktivní a pasivní ionizační tyče.
- Pozice 9 Gelová pec
Odchylka doby gelu je kontrolována ve srovnání s výrobkem. Parametry linky vycházejí z doby gelu pro plavené sklo.
Válečkový dopravník je vybaven keramickými válečky. Dopravní válečky uvnitř pecí mají speciální vysokoteplotní ložiska. Horní a dolní ohřívací pláště jsou opatřeny izolačními panely. Izolační materiál pecí je určen pro vysoké teploty pecí.
V peci jsou instalována speciální dvoutrubková infračervená topná tělesa. Regulace teploty gelové pece je plně automatická uzavřená regulační smyčka s tyristorovými jednotkami.
Teplota skleněné desky se v peci měří pyrometrem. Teplota a doba gelování jsou uvedeny v receptuře. Tyristory jsou řízeny prostřednictvím nastavených křivek gelové pece. V každé receptuře jsou obvykle tři křivky související s procesem. Teploty a časy se nastavují a řídí automaticky. Měří se a zobrazuje teplota pece a "materiálu".
V této části se taví prášek a připravuje povrch pro laminátor.
- Pozice 10 Vyrovnávací pec (1 zóna) před laminovací stanicí
.
Válečkový dopravník je vybaven keramickými válečky. Dopravní válečky uvnitř pecí mají speciální vysokoteplotní ložiska.
Horní a dolní ohřívací plášť je vybaven izolačními panely. Izolační materiál pecí je určen pro vysoké teploty pecí.
V peci jsou instalována trubková kovová topná tělesa
Regulace teploty vyrovnávací pece je energeticky účinná, plně automatická v uzavřené regulační smyčce s tyristorovými jednotkami.
Teplota "materiálové" desky se v peci měří pyrometrem. Průměrná hodnota v porovnání s cílovou teplotou určuje žádané hodnoty tyristorů pro řízení elektrického výkonu potřebného k udržení cílové teploty.
Měří se a zobrazuje teplota trouby a teplota "materiálu". "Materiál" je vyrovnán do přesné polohy pro pozdější laminování fólie.
- Pozice 11 laminátoru (volitelně, v závislosti na požadavcích aplikace vašeho výrobku)
- Pozice 12 Vytvrzovací pec 1
Vytvrzovací pec 1 slouží k vytvrzení roztaveného práškového nátěru.
Válečkový dopravník je vybaven keramickými válečky. Dopravní válečky uvnitř pece mají speciální vysokoteplotní ložiska.
Horní a dolní ohřívací plášť je opatřen izolačními panely. Izolační materiál pecí je určen pro vysoké teploty pecí.
V peci jsou instalována trubková kovová topná tělesa. Regulace teploty vytvrzovací pece je energeticky účinná, plně automatická v uzavřené regulační smyčce s tyristorovými jednotkami.
Teplota desky "materiálu" se v peci měří pyrometrem.
Průměrná hodnota v porovnání s cílovou teplotou určuje žádané hodnoty tyristorů pro řízení elektrického výkonu potřebného k udržení cílové teploty.
Měří se a zobrazuje teplota v peci a teplota "materiálu".
- Pozice 13 Vytvrzovací pec 2
Vytvrzovací pec 2 (konstrukčně shodná s pecí 1) se rovněž používá k vytvrzování roztaveného práškového nátěru.
Válečkový dopravník je vybaven keramickými válečky. Dopravní válečky uvnitř pece mají speciální vysokoteplotní ložiska.
Horní a dolní ohřívací plášť je opatřen izolačními panely. Izolační materiál pecí je určen pro vysoké teploty pecí.
V peci jsou instalována trubková kovová topná tělesa. Regulace teploty vytvrzovací pece je energeticky účinná, plně automatická v uzavřené regulační smyčce s tyristorovými jednotkami.
Teplota desky "materiálu" se v peci měří pyrometrem.
Průměrná hodnota v porovnání s cílovou teplotou určuje žádané hodnoty tyristorů pro řízení elektrického výkonu potřebného k udržení cílové teploty.
Měří se a zobrazuje teplota v peci a teplota "materiálu".
- Pozice 14 Chladicí tunel (volitelně) s regulací teploty a vzduchu
Válečkový dopravník se používá jako chladicí část před výklopným stolem.
Dopravní válečky, které jsou jednotlivě poháněny šnekovými převody, jsou namontovány na pevném svařovaném rámu.
Transportní válečky jsou uloženy v kluzných ložiskách. Transportní váleček je v horní části zakrytý, aby se snížila rychlost chlazení.
Druhý transport je v horní části otevřený.
- Pozice 16 Naklápěcí dopravní stoly
Volitelně:
Dopravní válečky, které jsou jednotlivě poháněny šnekovými převody, jsou namontovány na pevném svařovaném rámu.
Transportní válečky jsou uloženy v kluzných ložiskách. Naklápěcí ramena jsou ve vodorovné poloze.
Integrovaný naklápěcí stůl se skládá z několika profilových ramen, která lze naklápět v úhlu 84° od vodorovné polohy (elektromechanicky pomocí klikového mechanismu).
Rychlost naklápění je nejnižší na začátku a na konci pohybu.
Materiál se naklání z vodorovné do svislé polohy. Pokud se na vertikálním kontrolním dopravníku nenachází žádný "materiál", najede "materiál" na transportní zařízení.
Naklápěcí stůl se používá také jako nárazník při běžném výrobním provozu.
- Pozice 17 Elektrický rozvod
Pro výše popsanou linku pro práškové lakování a bezpečnostní práškové lakování:
. Provedení: řízené PLC (Siemens S7 - 1500).
Součástí dodávky je:
Hlavní řídicí skříně a místní řídicí skříně.
Různé připojovací skříňky.
Řídicí skříně jsou součástí výrobní linky a obsahují příslušné rozváděče, jakož i napájecí zdroj a PLC Siemens s příslušnými sestavami.
Kromě toho jsou rozváděče připraveny pro připojení UPS. Všechny instalované senzory jsou navrženy tak, aby se zabránilo vibracím nebo nesprávným měřením.
Rozváděčové skříně (stupeň krytí IP54) jsou kompletně zapojeny do svorek a otestovány. Místní připojovací skříně jsou vnitřně zapojeny a částečně předpřipojeny k příslušným spotřebičům.
Všechny vstupy a výstupy jsou vedeny na svorky. Musí být k dispozici rezervní svorky s vedenými kabely pro budoucí použití (nejméně 10 %).
Všechny svorkovnice mají požadované krytí podle své polohy na vedení.
PLC se dodává s přídavnou pamětí a volnými digitálními vstupy a výstupy (každý alespoň 10 %). Všechny programy a data jsou v případě výpadku napájení uloženy ve vyrovnávací paměti.
Celá linka je řízena prostřednictvím PLC. Zadávání, vytváření a ukládání receptur pro různé procesní parametry a výrobky prostřednictvím PC.
Elektrická instalace zahrnuje všechny kabely mezi řídicími skříněmi a spotřebiči a také veškerý instalační materiál pro linku, jako jsou kabelové žlaby.
Kabelové trasy od ovládacích skříní k lince vedou částečně v podlaze v souladu se základovým plánem.
- Ovládání PC:
Komunikace mezi linkou a externími prvky linky probíhá prostřednictvím připojení Profinet.
Vizualizace (řídicí systém SCADA), ovládání pomocí PC včetně monitoru, kontroly dat, správy receptur a sledování plechů (Siemens Simatic).
WinCC Advanced (TIA Portal), který se skládá z:
1 standardního PC
1 monitor o velikosti cca 22" - 24"
1 klávesnice a myši
1 software Simatic WinCC Advanced (TIA Portal)
Funkční ovládání motorů, radiátorů a celé linky prostřednictvím PC. Integrované zobrazení chyb s kontrolou systému.
Vizualizace všech sestav. Možnost ukládání a archivace parametrů kontroly kvality.
Zobrazení stroje s motory atd. na obrazovce a všech provozních parametrů, jako jsou otáčky, nastavení tyristorů, teploty atd. Pomocí počítače lze sledovat a nastavovat komponenty linky.
Ukládání receptur pro různé parametry procesu, jako jsou rozměry skla, tloušťka skla nebo různé cílové hodnoty pro různé výrobky.
- Kontrola kvality
Naměřené výrobní parametry podél linky se ukládají podle vyráběného "materiálu". "Materiál" může být podepsán ručně nebo volitelně označen na zadní straně fólie pomocí digitální tiskárny.
Další funkce: Záznam alarmů, záznam značek, vizualizace sledování desek, archivace různých procesních parametrů.
- Provoz a monitorování
2 panely Simatic Comfort
Jeden panel u laminátoru, jeden panel na konci linky
Panely slouží k ovládání a kontrole linky v automatickém a manuálním režimu.
Provozní režimy:
Automatický režim:
Automatický režim pro plně automatické ovládání linky pomocí receptury.
Vyvolání receptur pro probíhající výrobu podle potřeby. Po výběru receptury se automaticky přenesou nově nastavené hodnoty.
Linka se automaticky přizpůsobí novým výrobním parametrům.
Všechny ventily a motory jsou monitorovány a v případě poruchy je vydán signál.
Ruční ovládání:
Umožňuje aktivaci všech motorů pro údržbu linky.
Manuální provoz s monitorováním koncové polohy, ale bez blokování.
Obecné konstrukční údaje:
Vstup: 3 x 400 V, +50 Hz, PEN
Řídicí napětí: 24 V DC / 230 V DC
Kolísání napětí: + 5 % / - 5 %
Nadmořská výška instalace: < 1 000 m n. m.
Okolní teplota: min. +5 °C, max. +40 °C
Relativní vlhkost: max. 95 %
Rozváděčové skříně s klimatizací: v případě potřeby po konečném návrhu linky v dílně.
Rozváděče: v souladu s IEC, EN, VDE
Rozváděčové skříně s kabelovými vývody: ve spodní části
Dokumentace: podle DIN na ELCADu
Jazyk dokumentace: angličtina
Kompletní demontáž linky!!!
K naložení kompletní linky je zapotřebí přibližně 18 standardních nákladních automobilů.
Důležité! Linka již byla odborně demontována a bude naložena na dopravní prostředek kupujícího. Povinné náklady na demontáž a nakládku, které hradí kupující, činí 16 000 EUR (plus případná DPH). Prodávající vystaví na tyto náklady fakturu, která musí být před převzetím plně uhrazena. Společnost NetBid ESP SLU nedostává za demontáž a nakládku žádnou provizi, a proto za tyto úkony prodávajícího neodpovídá. Demontovanou linku je možné si prohlédnout a je zakoupena "tak, jak je".
Místo
- 25440 Vinaixa (Spain)
Termíny
Prohlídka
Návštěvy jsou možné pouze po předchozí domluvě na fernandez@netbid.com.
Vyzvednutí
Vyzvednutí je možné pouze po předchozí registraci na fernandez@netbid.com.
Aukční podmínky
Speciální podmínky:
- Důležité! Linka je již odborně demontována a naložena na dopravní prostředek kupujícího. Povinné náklady na demontáž a nakládku, které hradí kupující, činí 16 000 € (plus případná DPH). Prodávající vystaví na tyto náklady fakturu, která musí být před převzetím plně uhrazena. Společnost NetBid ESP SLU nedostává za demontáž a nakládku žádnou provizi, a proto neodpovídá za tyto činnosti prodávajícího Demontovanou linku je možné si prohlédnout a je kupována "tak, jak je".
- Na místě je k dispozici vysokozdvižný vozík s nosností 4 800 kg, jeřáb a nakládací rampa. Pro další informace se prosím obraťte na kontaktní osobu na místě.
- Důležité! Linka je již odborně demontována a naložena na dopravní prostředek kupujícího. Povinné náklady na demontáž a nakládku, které hradí kupující, činí 16 000 € (plus případná DPH). Prodávající vystaví na tyto náklady fakturu, která musí být před převzetím plně uhrazena. Společnost NetBid ESP SLU nedostává za demontáž a nakládku žádnou provizi, a proto neodpovídá za tyto činnosti prodávajícího Demontovanou linku je možné si prohlédnout a je kupována "tak, jak je".
- Na místě je k dispozici vysokozdvižný vozík s nosností 4 800 kg, jeřáb a nakládací rampa. Pro další informace se prosím obraťte na kontaktní osobu na místě.
Kontakt

Provozní manažer Španělsko
Agustin Fernández Fibla
Některé části této stránky byly strojově přeloženy. Platí německý originální text.
Vaše individuální poradenství
Naši odborníci vám rádi poradí. Zavolejte na +49 40 355059 -132 nebo napište na service@netbid.com.


