Sestavni del dražbe Prodaja novega sistema za prašno barvanje in varnostno steklo (razstavni stroj)
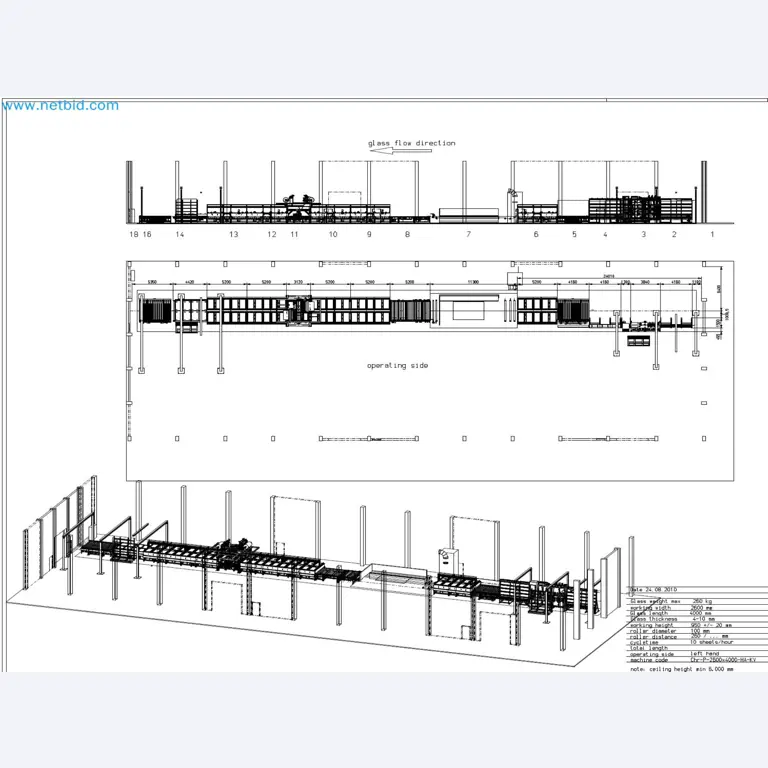
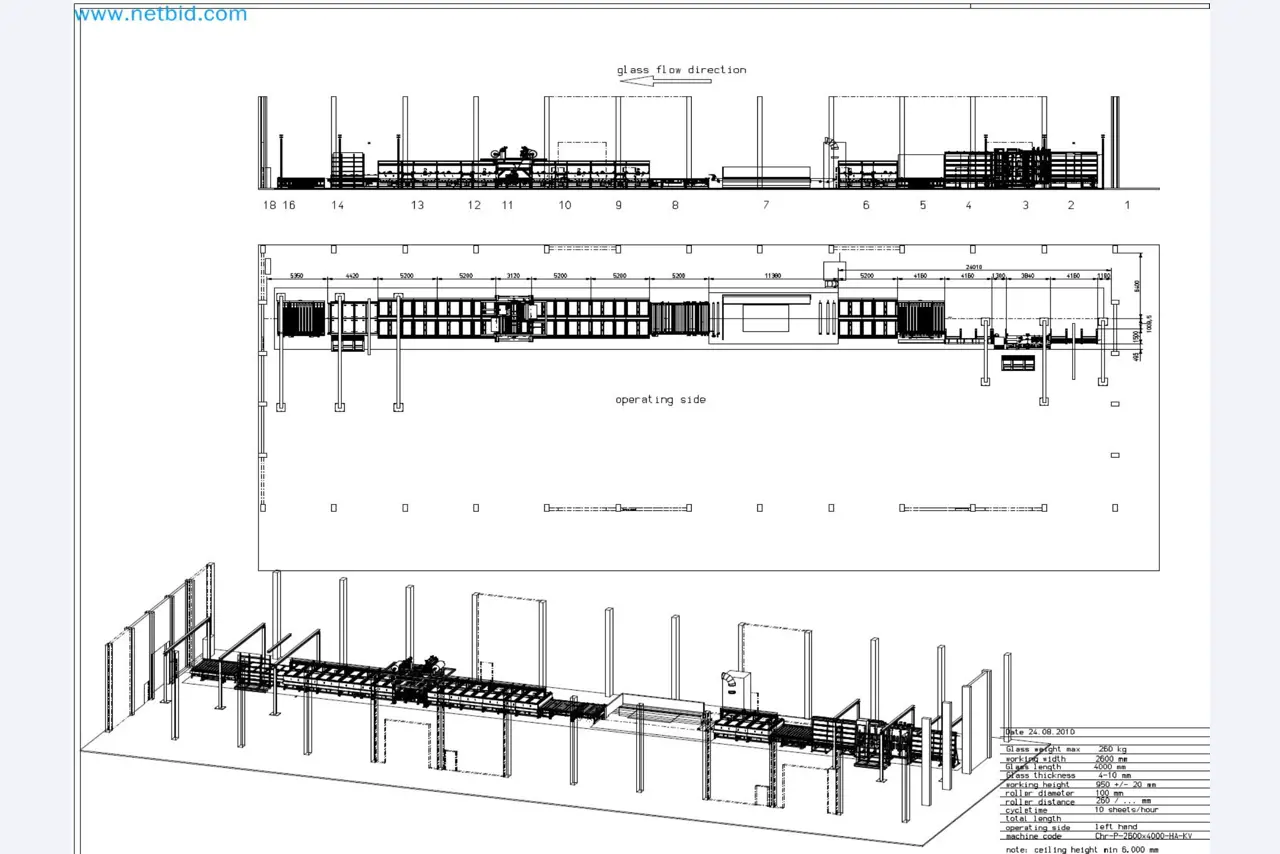
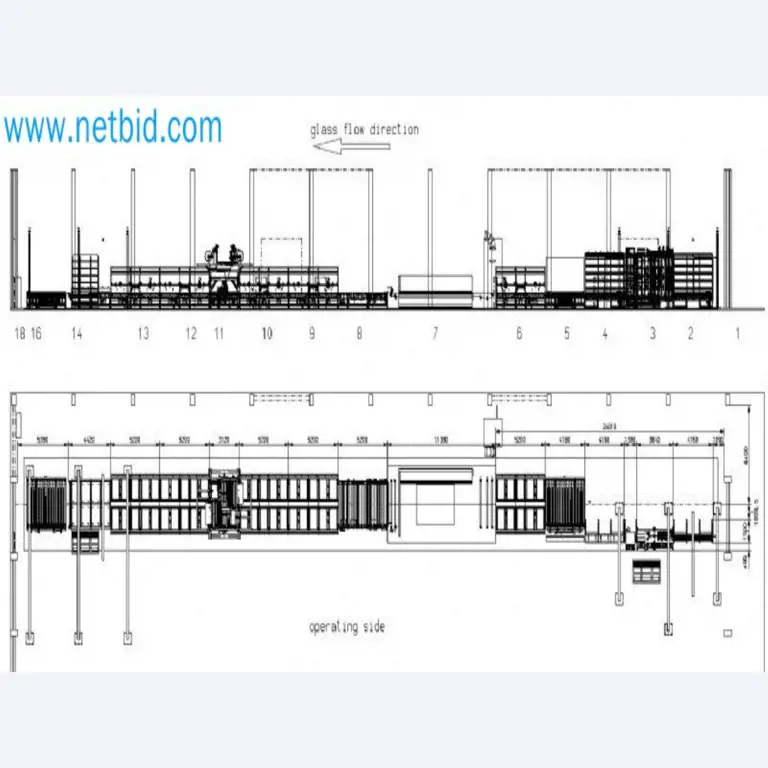
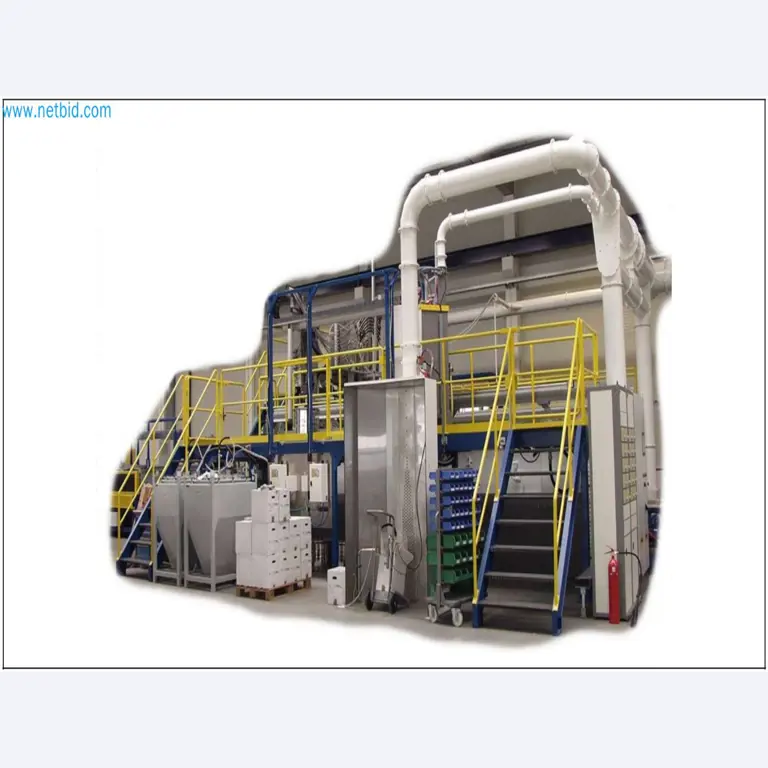
Linija za prašno lakiranje in proizvodnja varnostnega stekla (dodatna možnost rezervacije) Klöpper Maschinentechnik C-2600x4000-HA-KTRADING#18856-1


























































































































































Podrobnosti
Proizvajalec
Klöpper Maschinentechnik
Tip
C-2600x4000-HA-K
Leto izdelave
2012
Opis
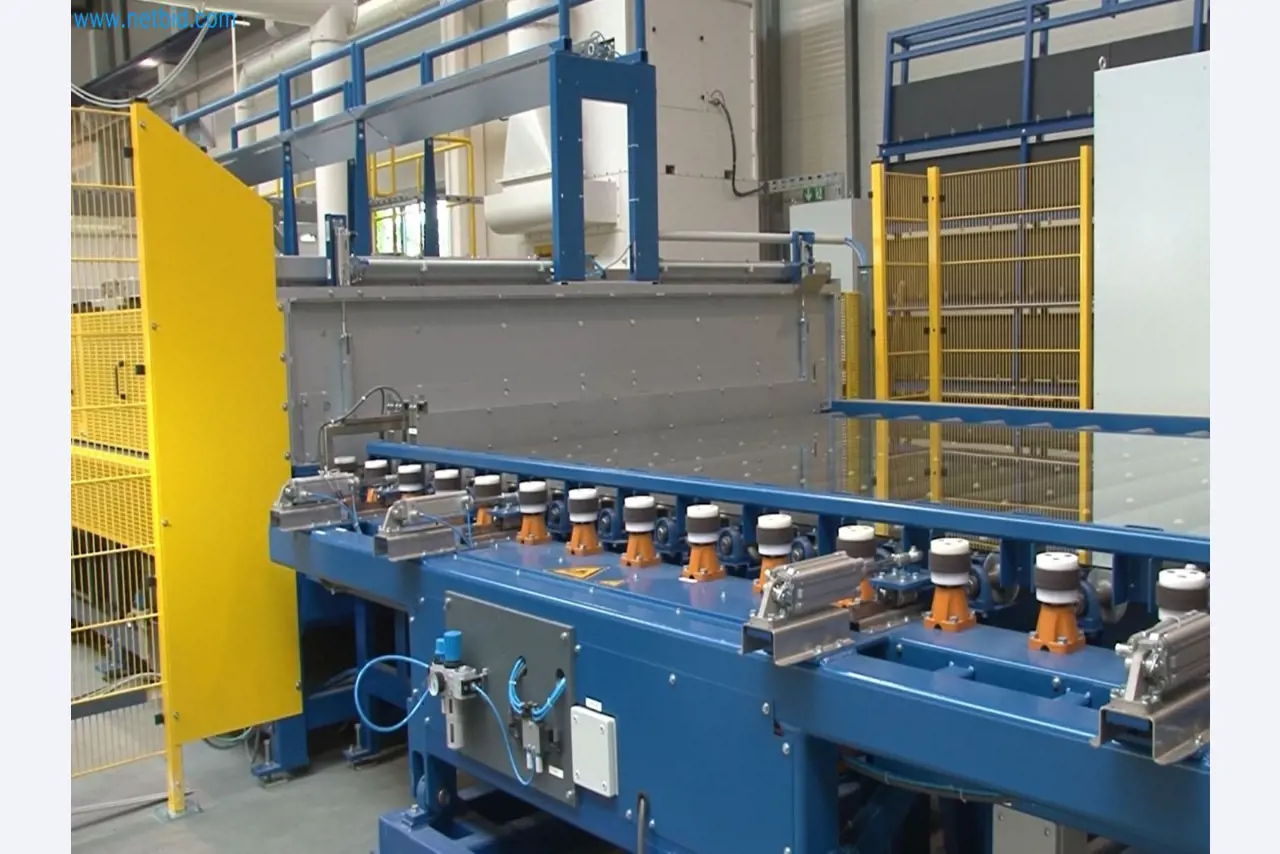
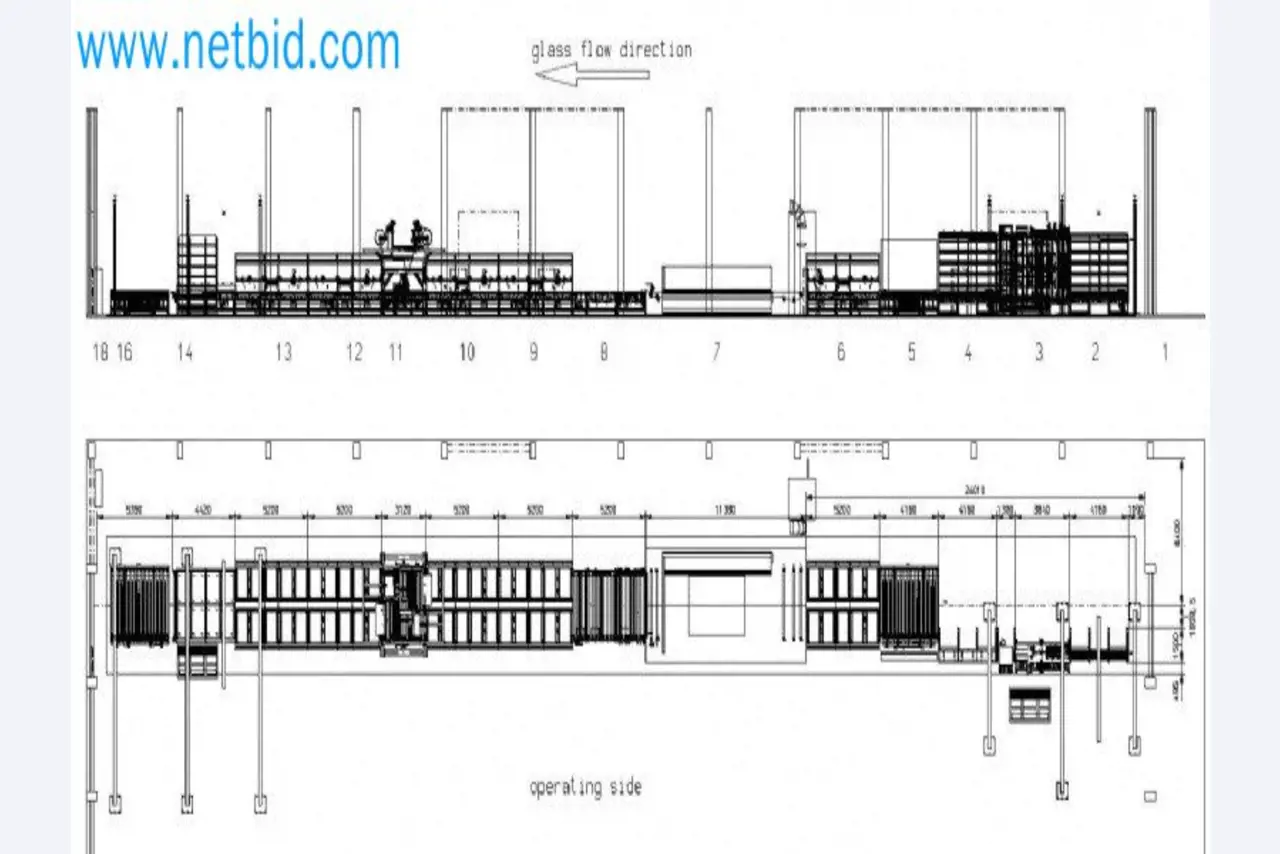
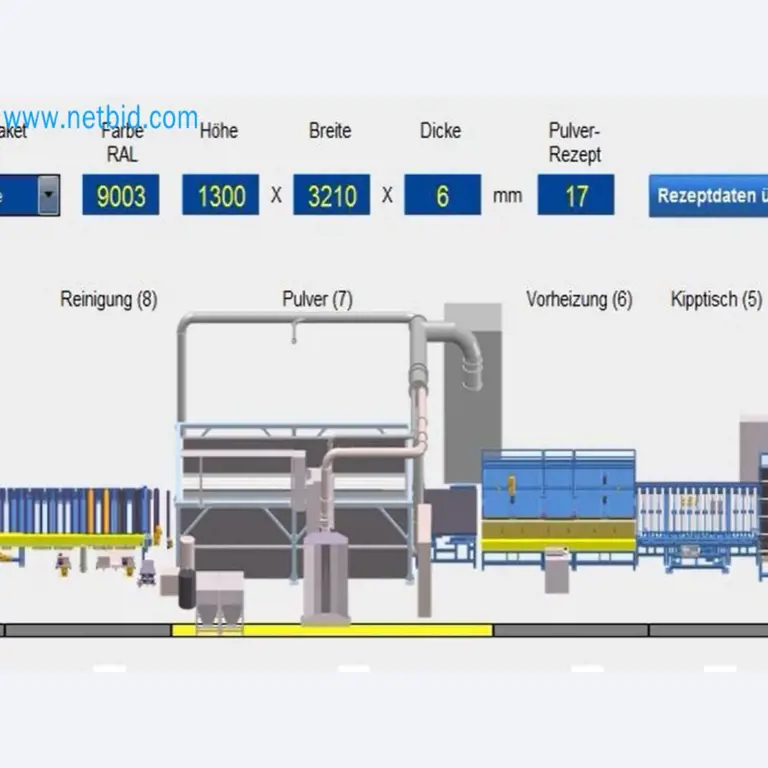
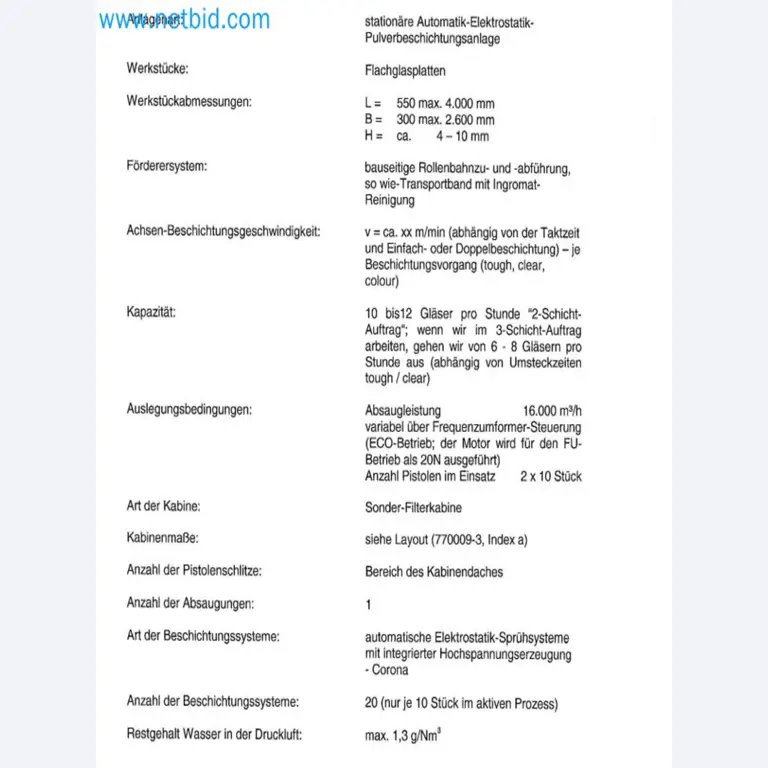
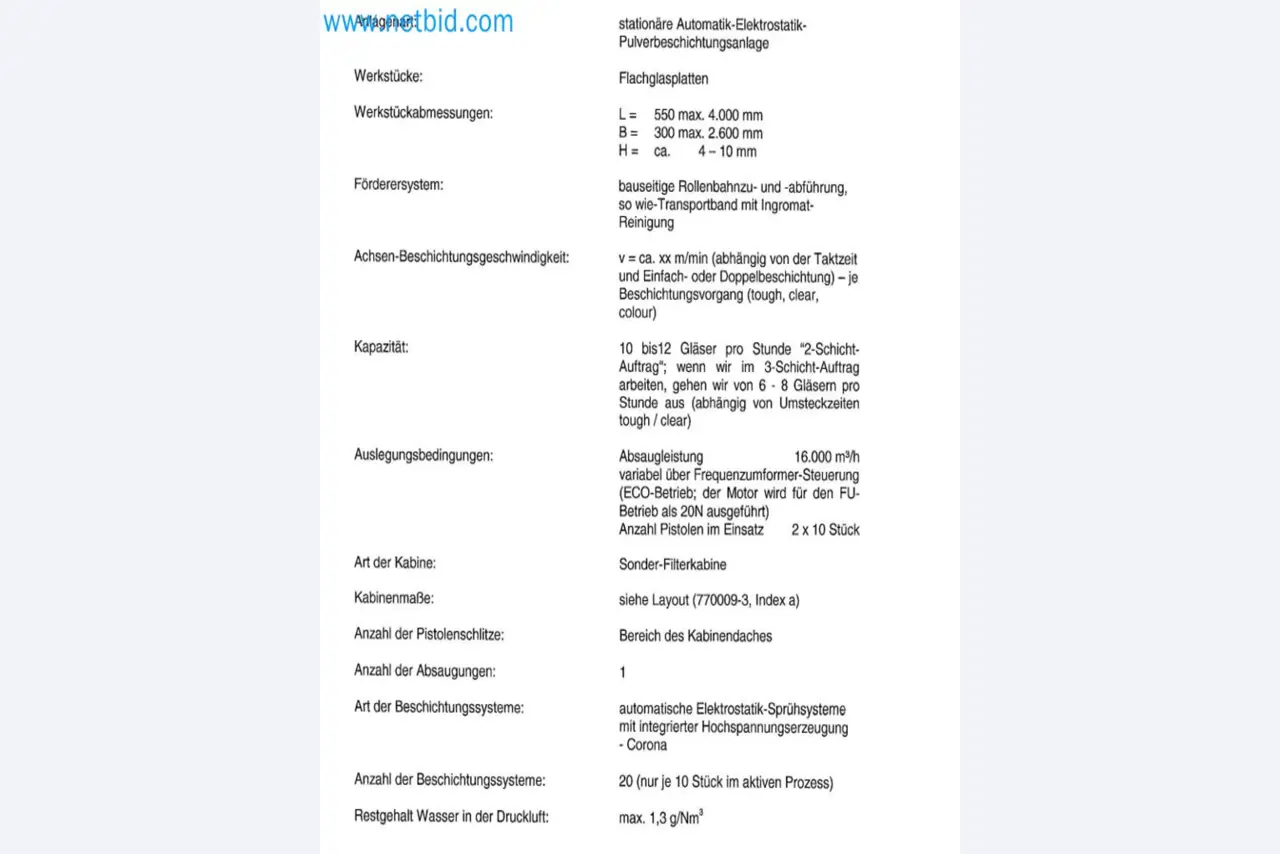
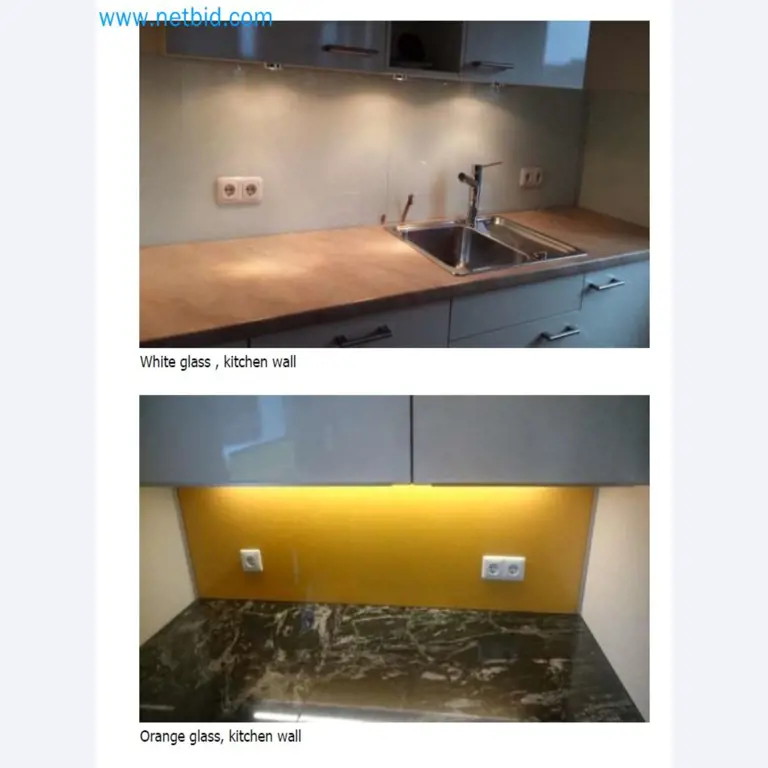
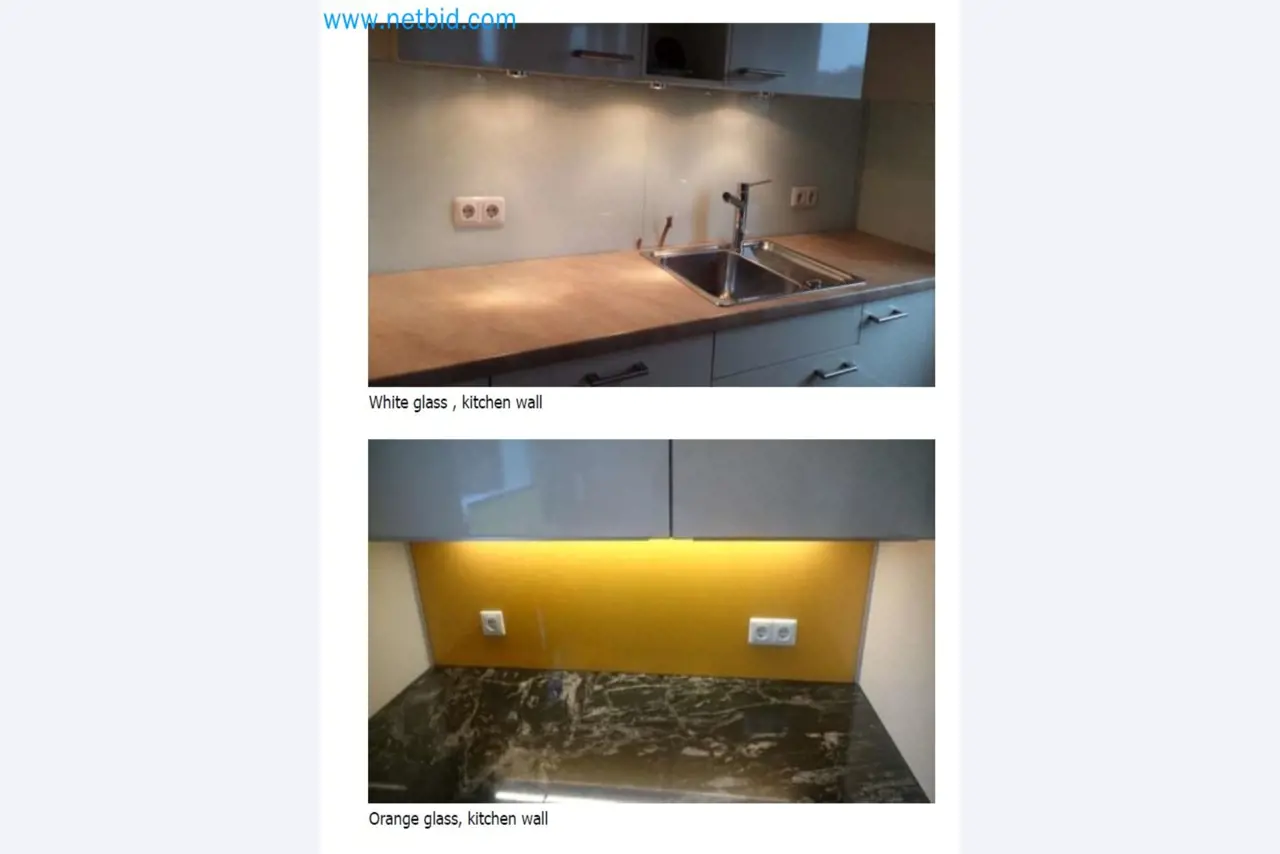
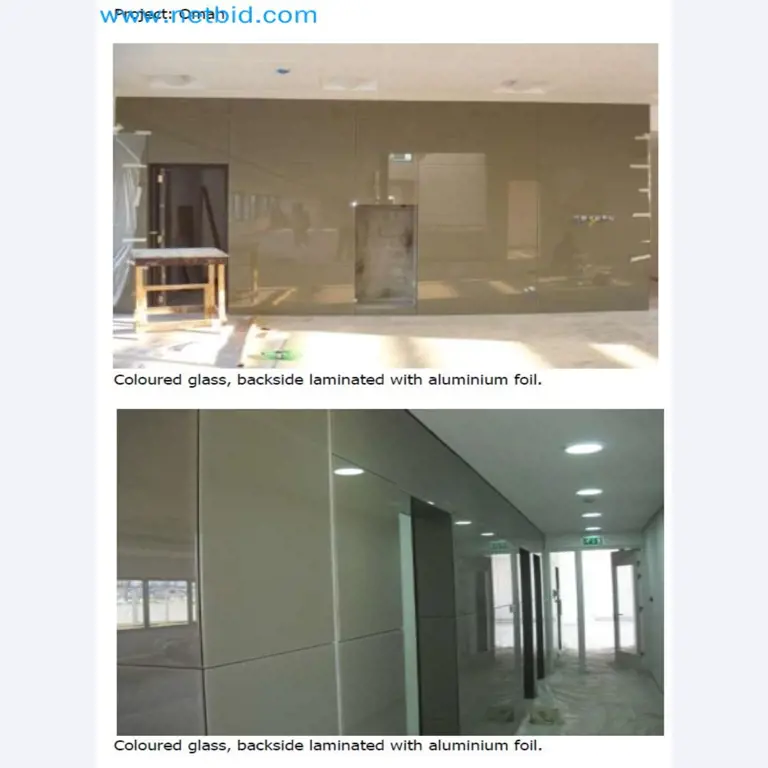
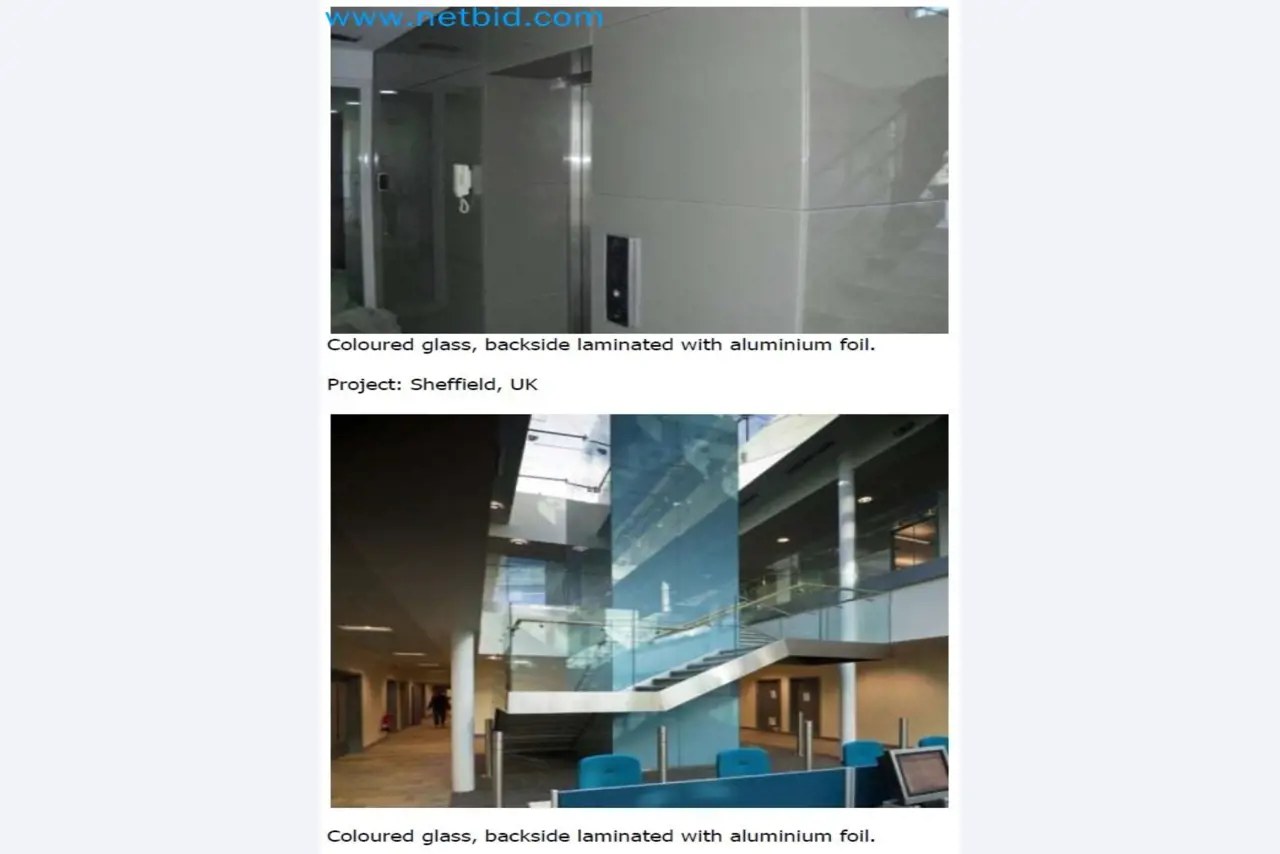
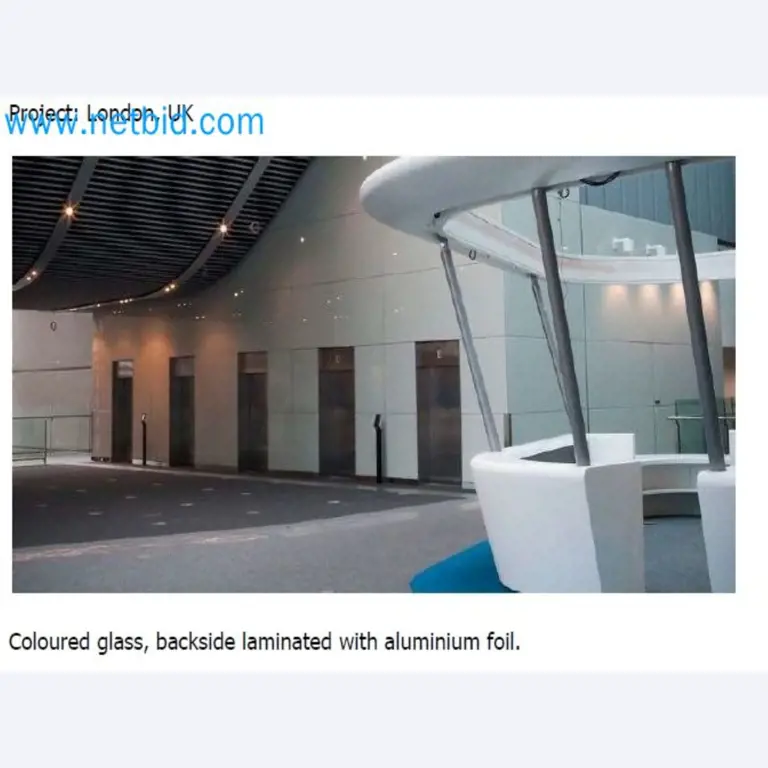
Linija za prašno barvanje in varnostno prašno barvanje (laminiranje).
Na liniji je mogoče obdelati naslednje velikosti in vrste
Širina materiala: 2.600 mm, 2.550 mm ali 1.300 mm (možne so tudi drugačne velikosti, vendar je treba navesti dimenzije)
Dolžina materiala max./min.: 3.660 mm / 2.000 mm
Debelina materiala na enoto max./min.: 12 mm / 4 mm
. Proizvodna zmogljivost linije za prašno barvanje in varnostno prašno barvanje:
Čas cikla: 10 serij/uro s povprečno velikostjo 2.600 x 4.000 x 4 mm
Zmogljivost "materiala" za varnostno prašno barvanje: približno 740 m² v 8 urah proizvodnje pri velikosti serije 2.600 x 4.000 x 4 mm (brez spremembe barve) pri teoretičnem 90-odstotnem delovanju:
Običajni "material" za prašno barvanje
Širina "materiala" max./min.: 2.600 mm / 360 mm
Dolžina "materiala" max./min.: 3.660 mm / 765 mm
Debelina "materiala" na enoto max./min.: 12 mm / 4 mm
Običajni prašno lakirani "material" (brez laminirne folije) je mogoče obdelati do 4 kose na serijo, odvisno od velikosti
- Opcijska enojna postaja (ni vključena v načrt postavitve) na začetku linije - postaja za osnovno barvanje Pyrosil HE500
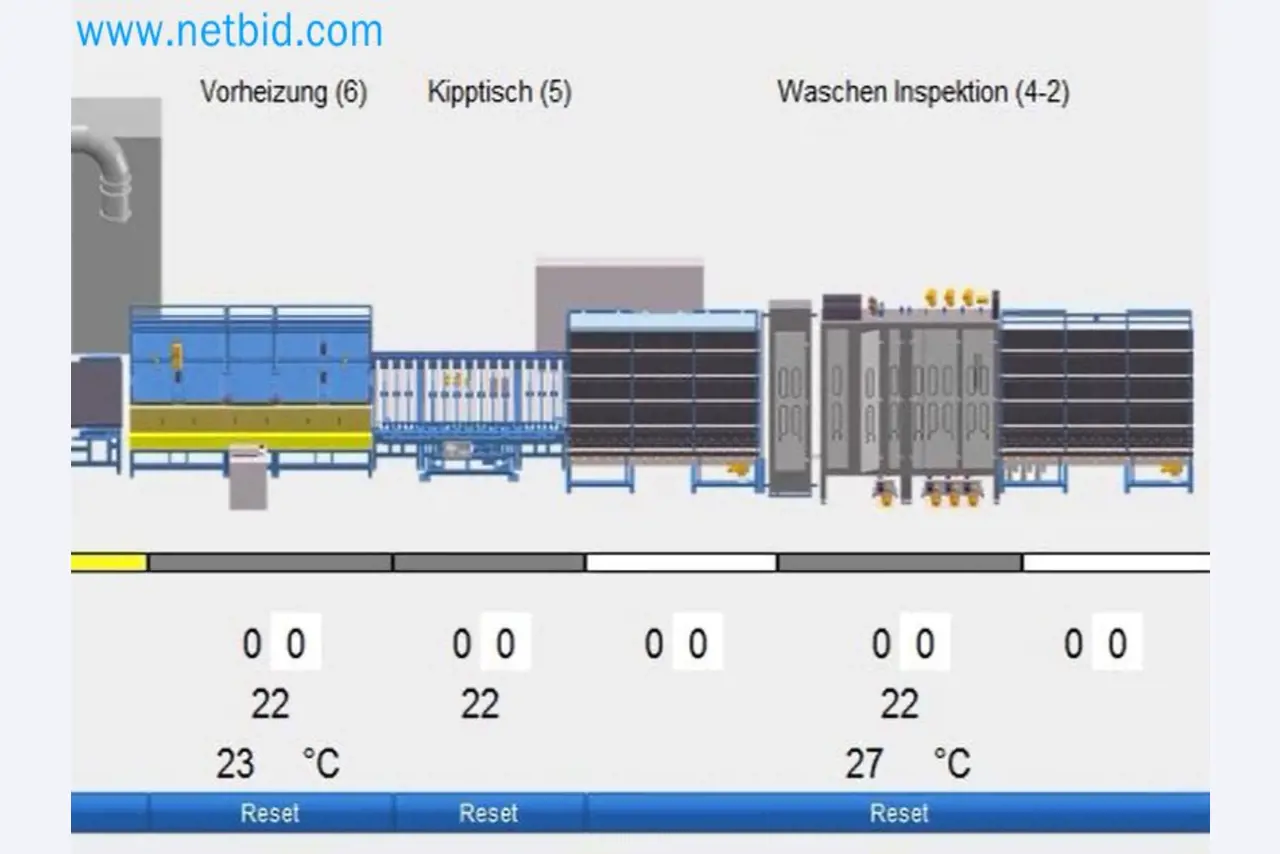
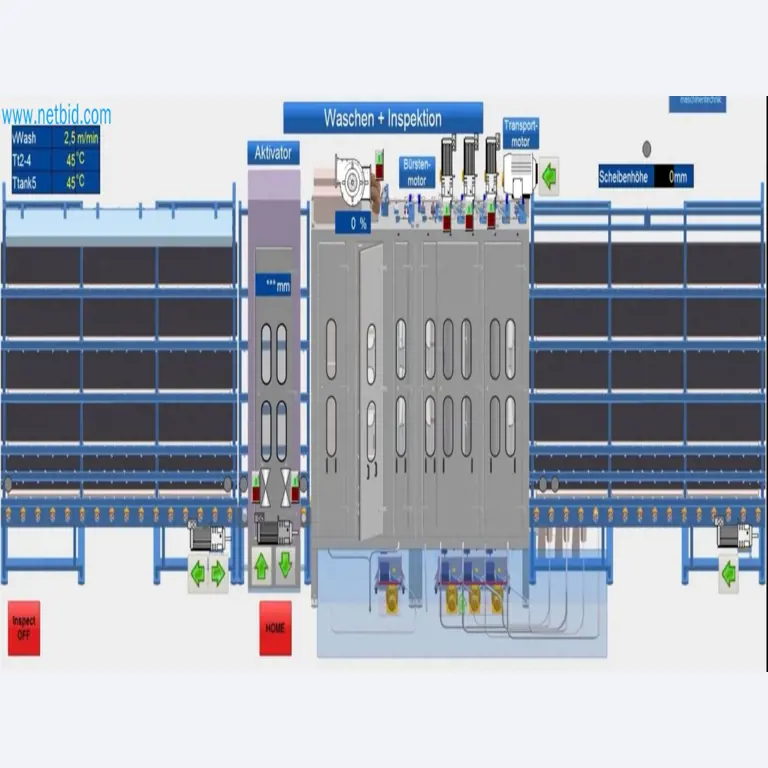
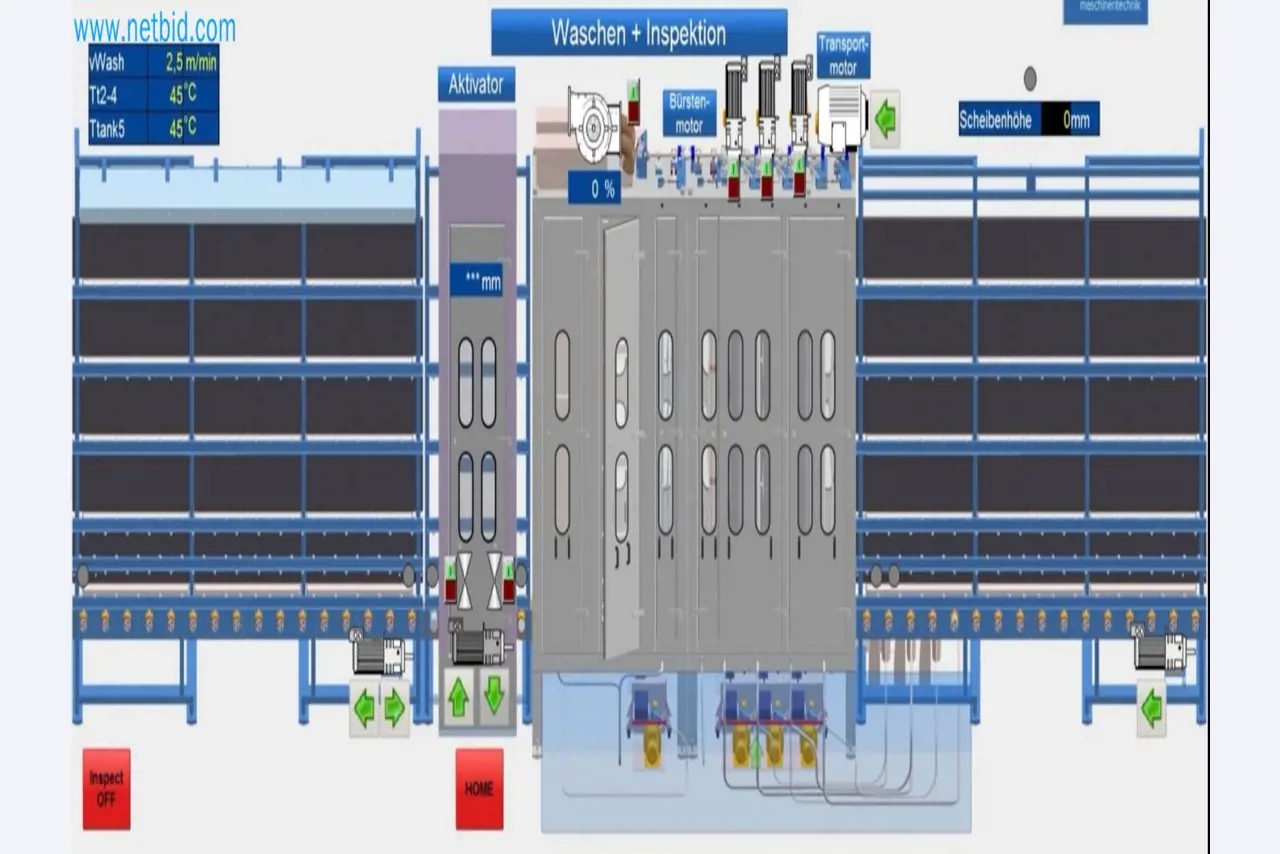
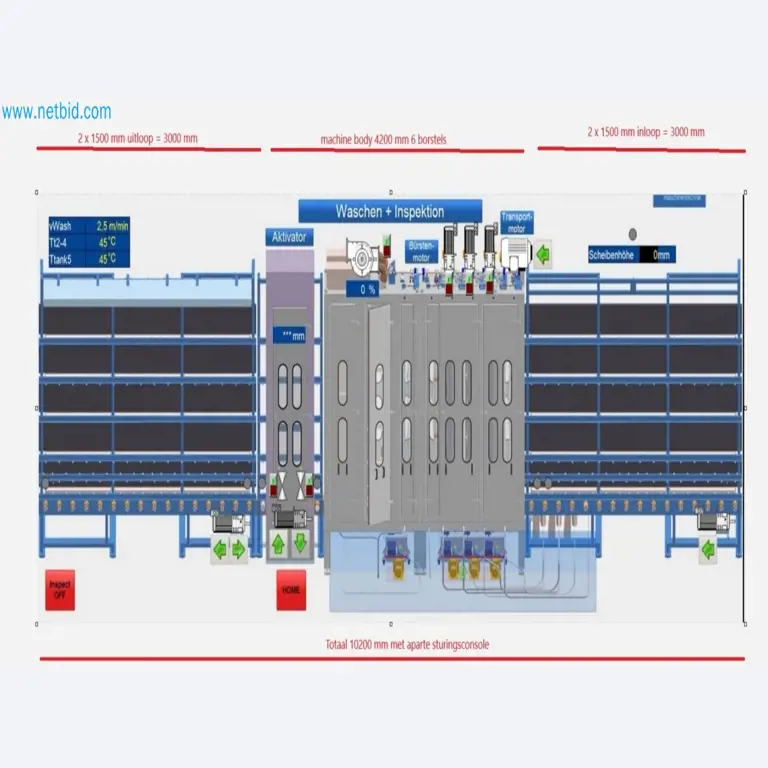
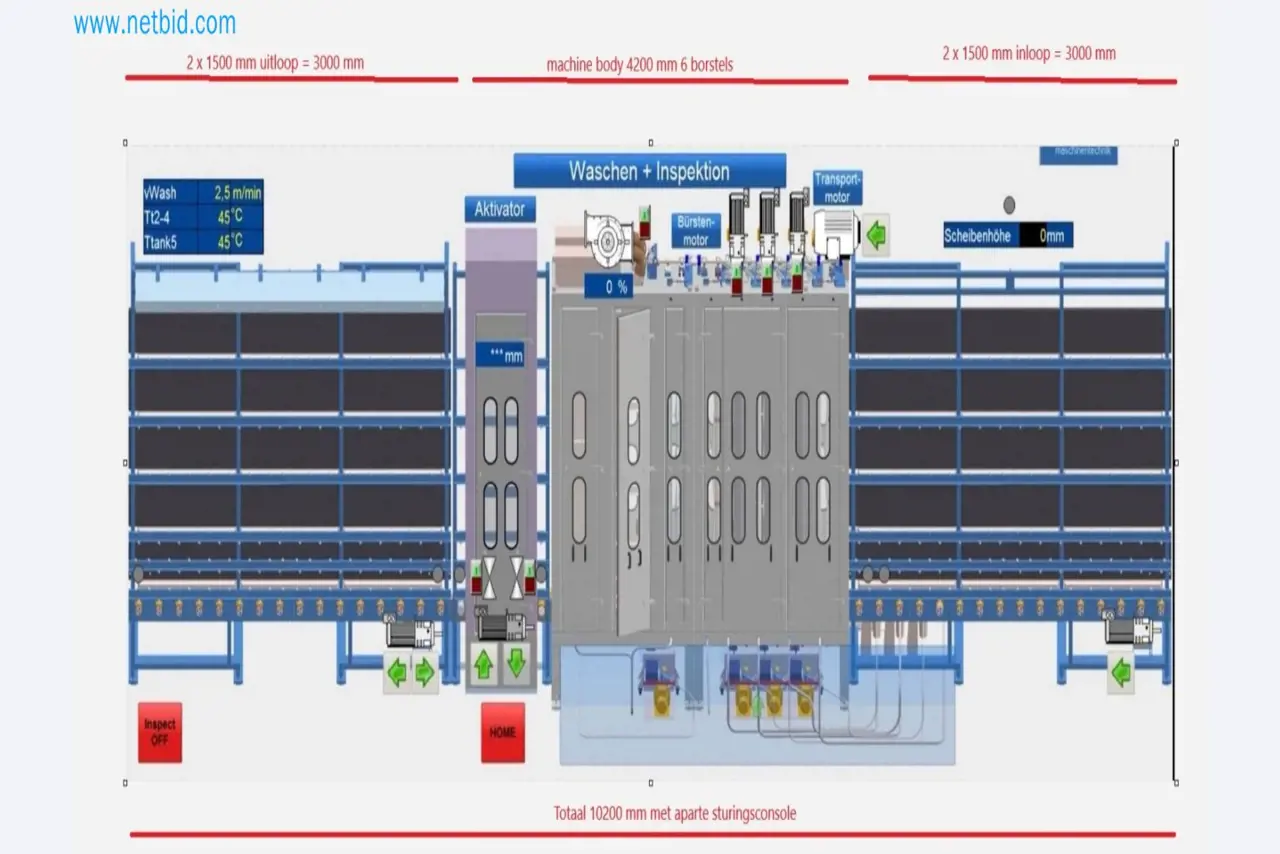
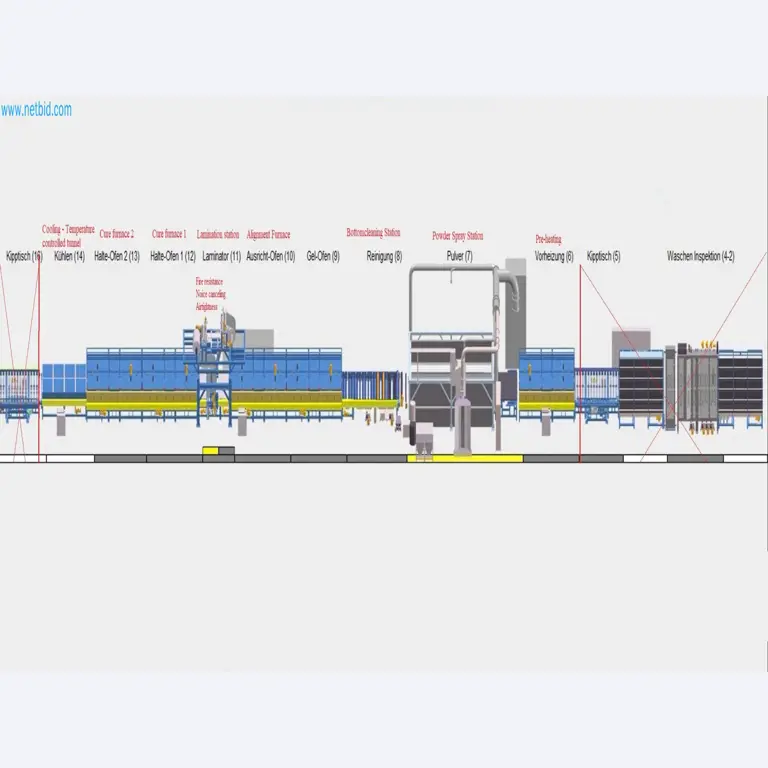
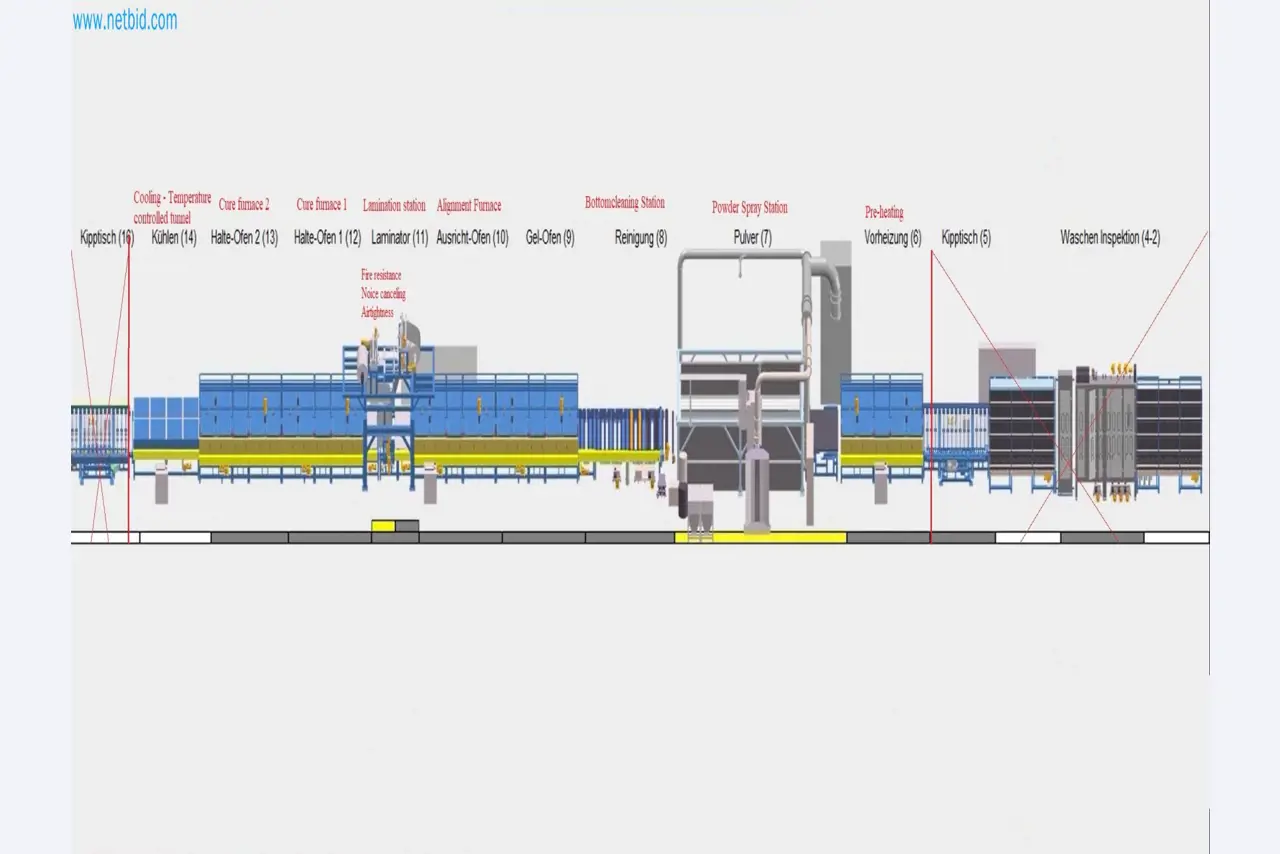
- Položaj 5 Linija dovajanja Pregledovalno območje z osvetlitvijo, navpično in nagibno transportno mizo (po želji se lahko uporablja za nadzor kakovosti).
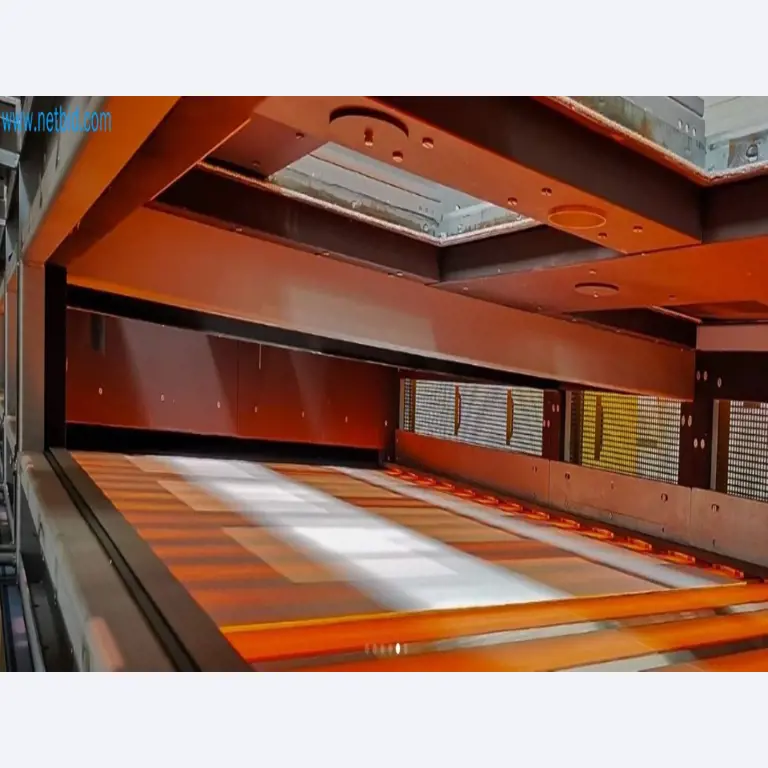
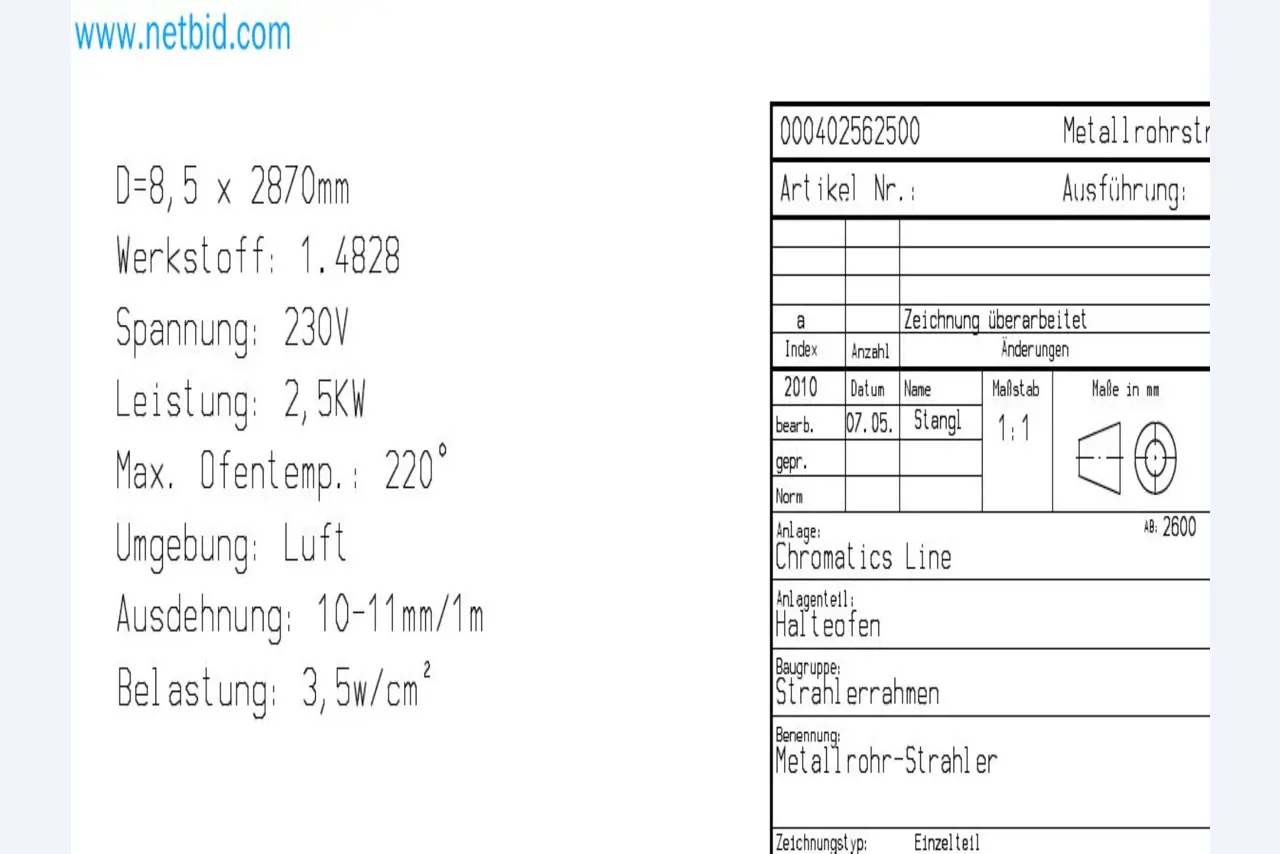
- Položaj 6 Peč za predgrevanje 50-65 °C za boljši rezultat barvanja
Valjčni transporter je opremljen s keramičnimi valji. Transportni valji v notranjosti peči so opremljeni s posebnimi visokotemperaturnimi ležaji. Zgornji in spodnji grelni plašč sta opremljena z izoliranimi ploščami. Izolacijski material peči je zasnovan za visoke temperature peči. V peči so nameščeni cevasti kovinski grelni elementi. Temperaturo v območju predgrevanja uravnava energetsko učinkovit, popolnoma samodejni zaprti krmilni sistem s tiristorskimi enotami. Temperatura plošče "materiala" se v pečici meri s pirometrom. Povprečna vrednost v primerjavi s ciljno temperaturo določa nastavitvene vrednosti tiristorjev za nadzor električne energije, potrebne za vzdrževanje ciljne temperature.
Izmerita in prikažeta se temperatura pečice in temperatura "materiala".
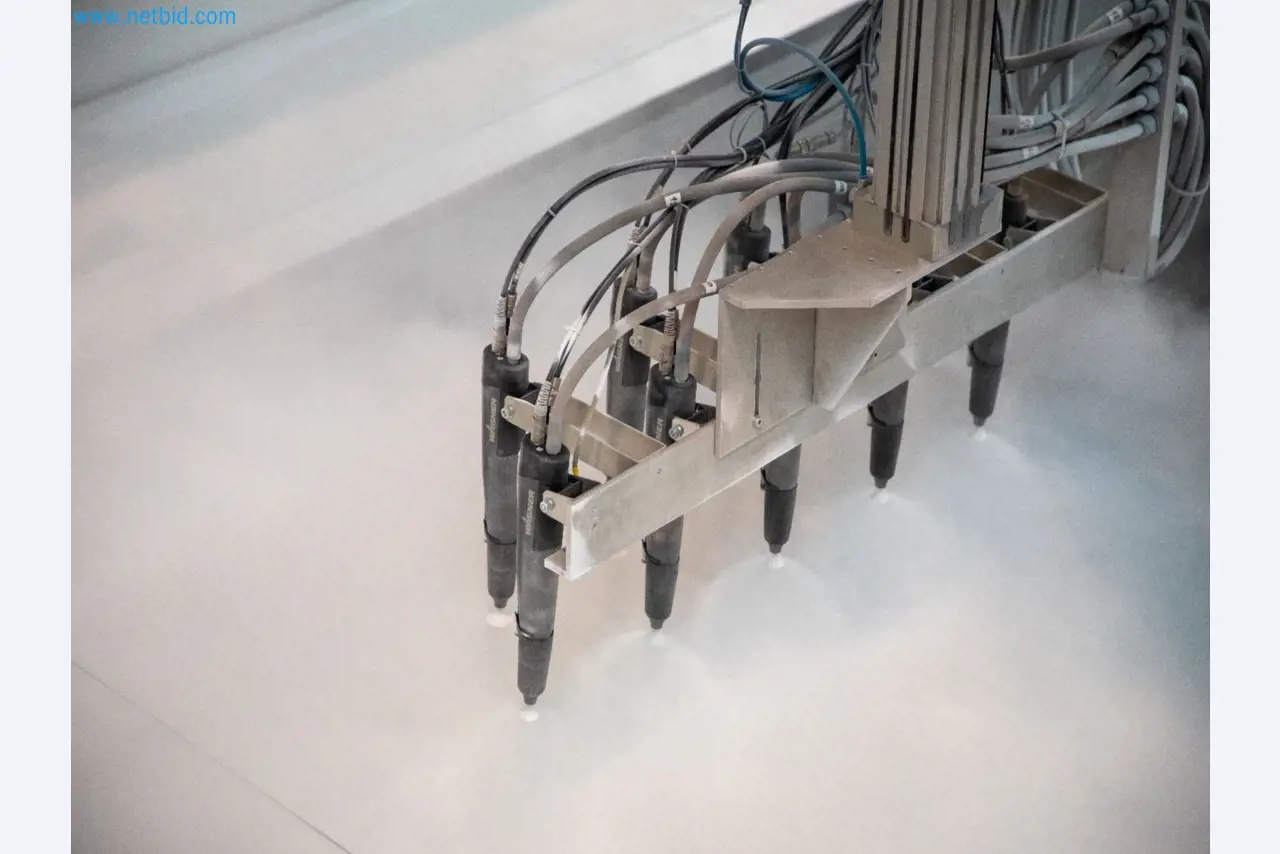
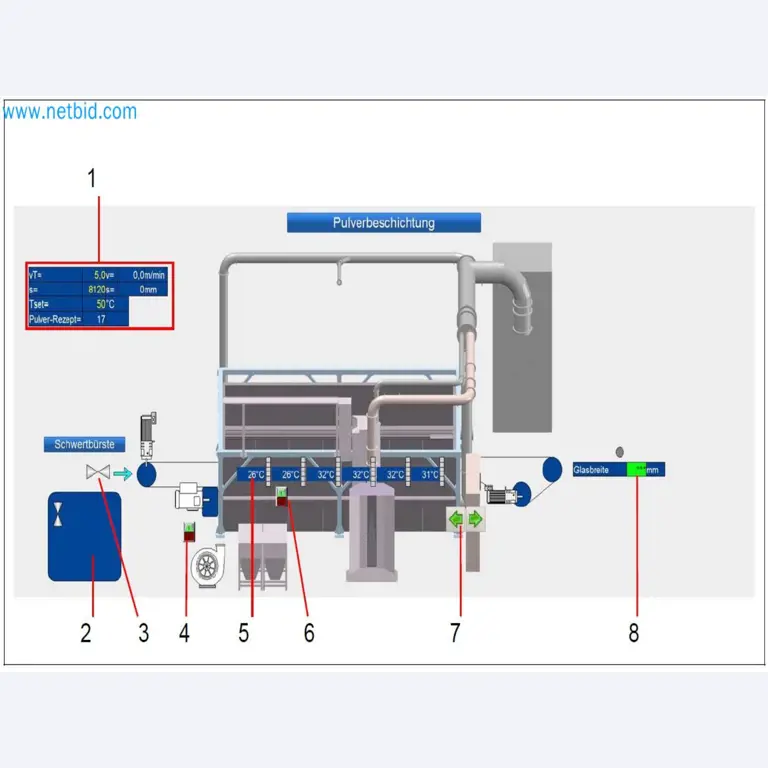
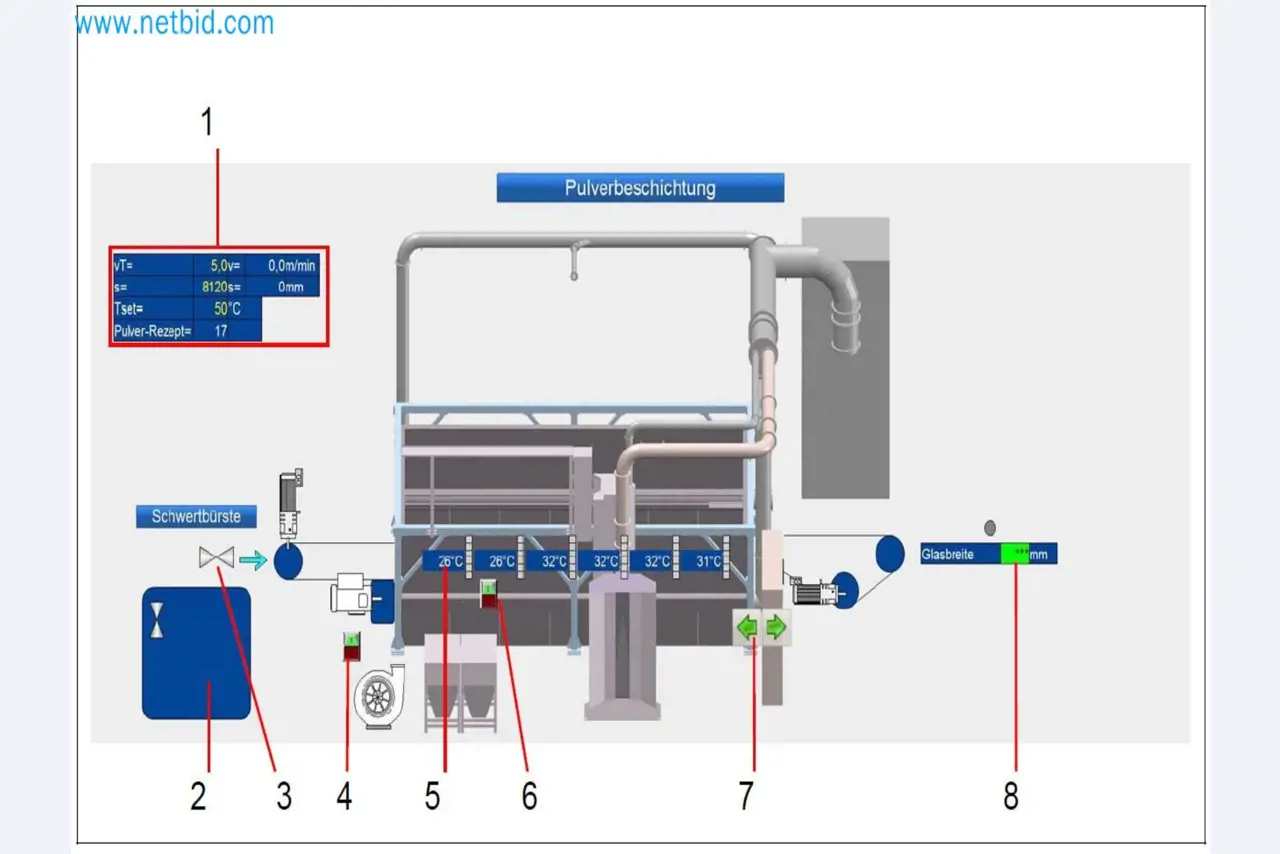
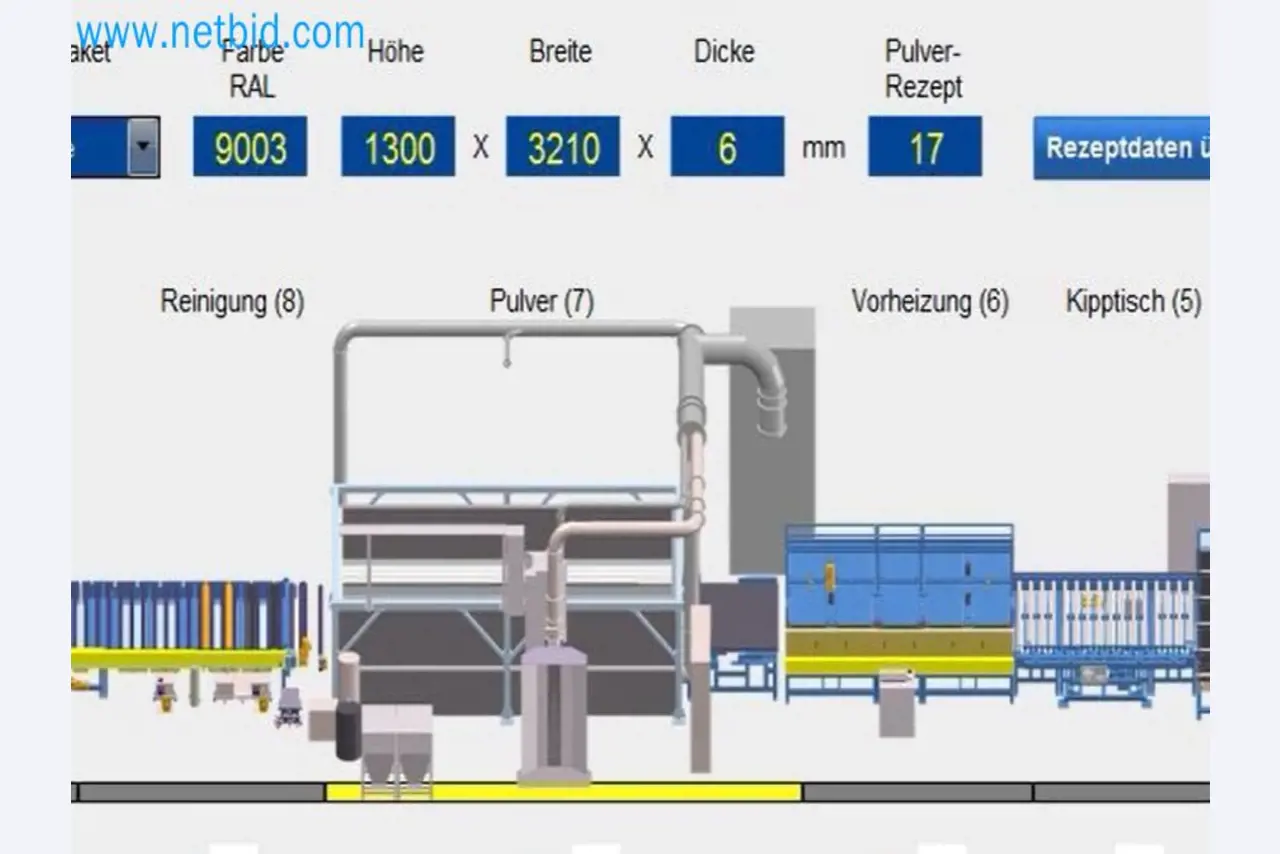
- Pozicija 7 Avtomatska kabina za brizganje prahu 2.600 x 4.000 mm
- Pozicija 8 Samo čiščenje ali čiščenje s tekočim trakom
Kabina za prah je opremljena s sistemom za odsesavanje. V tem oddelku se razpršujeta oba praškasta premaza - barvni in prozorni. "Material" se prenaša po posebnem ogrevanem tekočem traku. Proizvodni parametri, kot so debelina premaza, dolžina in širina "materiala", so shranjeni v receptih ter se prikličejo in nadzorujejo prek linijskih receptov.
Trak se čisti s pomočjo vakuumskega sistema in sistema za čiščenje z mokrimi krtačami. Hitro spremembo barve aktivira poseben sistem za čiščenje cevi za prah in pištol sistema za razprševanje.
Ta valjčni transporter služi kot blažilnik pred pečjo za gel.
Za vlaknocement ni potrebno nobeno čiščenje ali stik z vodo!
Transporter je opremljen z valjastimi krtačami in gobicami za čiščenje materiala z nepremazane hrbtne strani.
Čiščenje poteka s filtrirano demineralizirano vodo. Transportni valji, ki so v celoti prevlečeni z gumo, so posamično gnani s črvnimi zobniki in nameščeni na trdnem varjenem okvirju.
Transportni valji so nameščeni v drsnih ležajih.
Vgrajene so aktivne in pasivne ionizacijske palice za odstranjevanje statičnega naboja z "materiala".
.
- Položaj 9 Pečica za pečenje gela
V primerjavi z izdelkom se nadzira odstopanje časa geliranja. Parametri linije temeljijo na času geliranja za float steklo.
Valjčni transporter je opremljen s keramičnimi valji. Transportni valji znotraj peči imajo posebne visokotemperaturne ležaje. Zgornji in spodnji grelni plašč sta opremljena z izoliranimi ploščami. Izolacijski material peči je zasnovan za visoke temperature peči.
V pečici so nameščeni posebni infrardeči grelni elementi z dvojno cevjo. Regulacija temperature pečice za gel je popolnoma samodejna zaprta regulacija s tiristorskimi enotami.
Temperatura steklene plošče se v pečici meri s pirometrom. Temperatura in čas geliranja sta določena v receptu. Tiristorji se krmilijo prek nastavljenih krivulj pečice za gel. Običajno so na receptu tri krivulje, povezane s procesom. Temperature in časi se nastavijo in nadzorujejo samodejno. Temperatura pečice in "materiala" se meri in prikazuje.
V tem delu se prah stopi in pripravi površina za laminator.
- Položaj 10 Peč za poravnavo (1 območje) pred postajo za laminiranje
Valjčni transporter je opremljen s keramičnimi valji. Transportni valji znotraj peči imajo posebne visokotemperaturne ležaje.
Zgornji in spodnji grelni plašč sta opremljena z izoliranimi ploščami. Izolacijski material peči je zasnovan za visoke temperature peči.
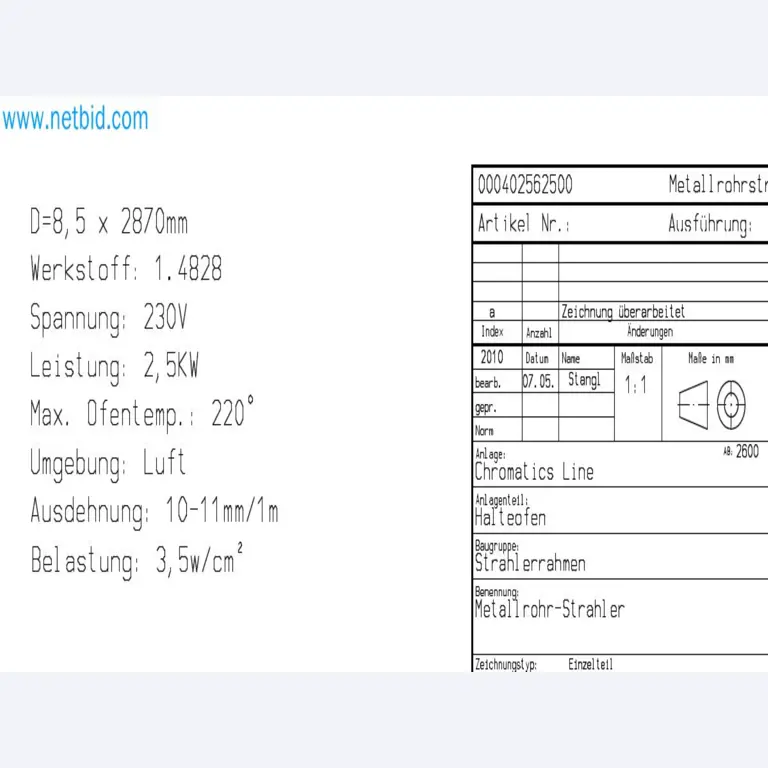
V peči so nameščeni cevasti kovinski grelni elementi
Regulacija temperature izravnalne peči je energetsko učinkovita, popolnoma samodejna v zaprti regulacijski zanki s tiristorskimi enotami.
Temperatura plošče "materiala" se v pečici meri s pirometrom. Povprečna vrednost v primerjavi s ciljno temperaturo določa nastavitvene vrednosti tiristorjev za nadzor električne energije, potrebne za vzdrževanje ciljne temperature.
Izmerita in prikažeta se temperatura pečice in temperatura "materiala". "Material" se poravna na točno določen položaj za kasnejše laminiranje folije.
- Položaj 11 laminatorja (opcijsko, odvisno od zahtev uporabe vašega izdelka)
- Položaj 12 Peč za utrjevanje 1
Peč za strjevanje 1 se uporablja za strjevanje staljenega praškastega premaza.
Valjčni transporter je opremljen s keramičnimi valji. Transportni valji znotraj peči imajo posebne visokotemperaturne ležaje.
Zgornji in spodnji grelni plašč sta opremljena z izoliranimi ploščami. Izolacijski material peči je zasnovan za visoke temperature peči.
V peči so nameščeni cevasti kovinski grelni elementi. Regulacija temperature peči za strjevanje je energetsko učinkovita, popolnoma samodejna v zaprti regulacijski zanki s tiristorskimi enotami.
Temperatura plošče "materiala" se v pečici meri s pirometrom.
Povprečna vrednost v primerjavi s ciljno temperaturo določa nastavitvene vrednosti tiristorjev za nadzor električne energije, potrebne za vzdrževanje ciljne temperature.
Izmerita in prikažeta se temperatura pečice in temperatura "materiala".
- Položaj 13 Peč za utrjevanje 2
Peč za strjevanje 2 (po konstrukciji enaka peči 1) se uporablja tudi za strjevanje staljenega prašnega premaza.
Valjčni transporter je opremljen s keramičnimi valji. Transportni valji znotraj peči imajo posebne visokotemperaturne ležaje.
Zgornji in spodnji grelni plašč sta opremljena z izoliranimi ploščami. Izolacijski material peči je zasnovan za visoke temperature peči.
V peči so nameščeni cevasti kovinski grelni elementi. Regulacija temperature peči za strjevanje je energetsko učinkovita, popolnoma samodejna v zaprti regulacijski zanki s tiristorskimi enotami.
Temperatura plošče "materiala" se v pečici meri s pirometrom.
Povprečna vrednost v primerjavi s ciljno temperaturo določa nastavitvene vrednosti tiristorjev za nadzor električne energije, potrebne za vzdrževanje ciljne temperature.
Izmerita in prikažeta se temperatura pečice in temperatura "materiala".
- Položaj 14 Hladilni tunel (po izbiri) z regulacijo temperature in zraka
Valjčni transporter se uporablja kot hladilni del pred nagibno mizo.
Transportni valji, ki jih posamično poganjajo črvni zobniki, so nameščeni na trdnem varjenem okvirju.
Transportni valji so nameščeni v drsnih ležajih. Transportni valji so na vrhu pokriti, da se zmanjša hitrost hlajenja.
. Drugi transport je na vrhu odprt.
- Položaj 16 Nagibne transportne mize
Opcijsko:
Transportni valji, ki jih posamično poganjajo črvni zobniki, so nameščeni na trdnem varjenem okvirju.
. Transportni valji so nameščeni v drsnih ležajih. Nagibne roke so v vodoravnem položaju.
. Vgrajena nagibna miza je sestavljena iz več profilnih rok, ki jih je mogoče nagniti za 84° od vodoravnega položaja (elektromehansko prek mehanizma z ročico).
Hitrost nagibanja je najmanjša na začetku in koncu gibanja.
Material se nagne iz vodoravnega v navpični položaj. Če na navpičnem kontrolnem transporterju ni "materiala", "material" steče na transportni transporter.
. Nagibna miza se med običajnim delovanjem proizvodnje uporablja tudi kot blažilnik.
- Položaj 17 Električna distribucija
Za zgoraj opisano linijo za prašno barvanje in varnostno prašno barvanje:
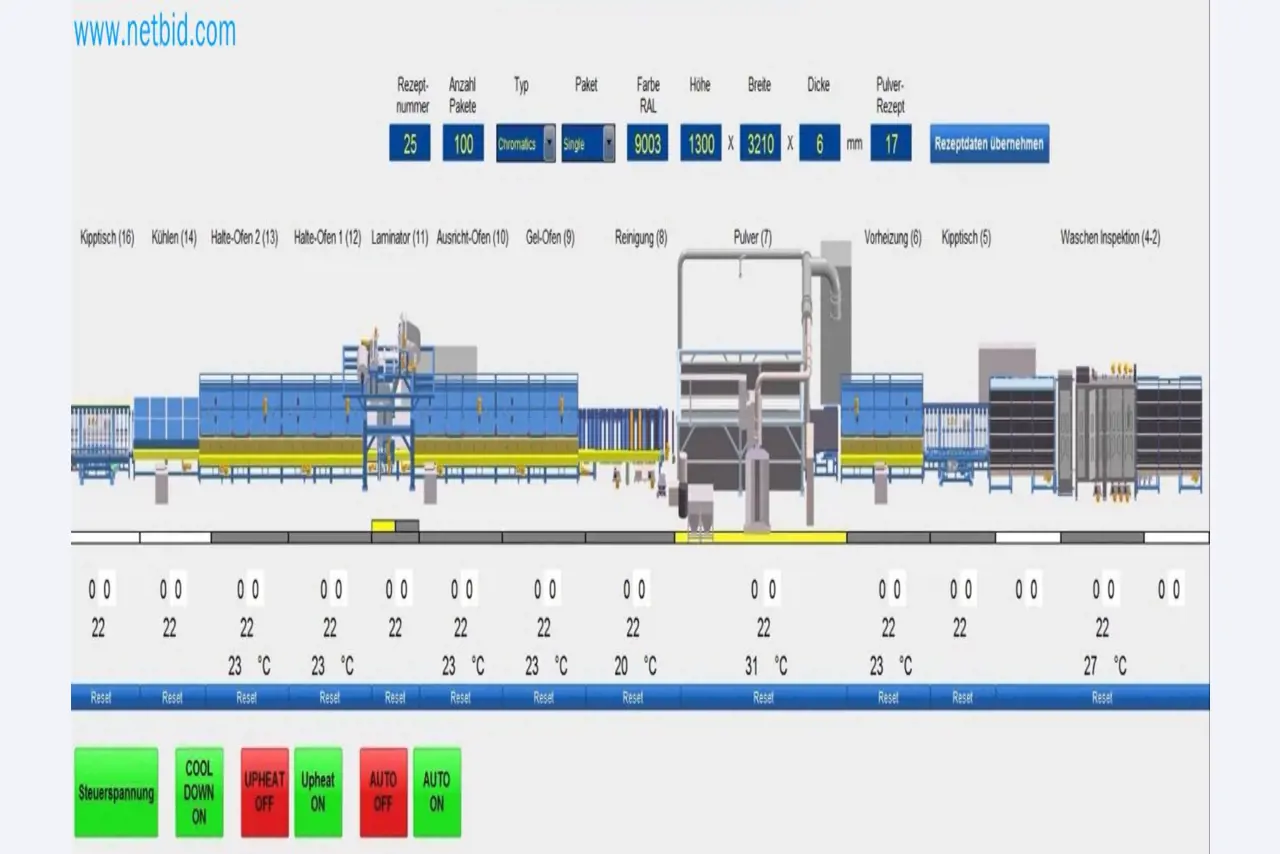
Izvedba: krmiljena s PLC (Siemens S7 - 1500).
. Obseg dobave vključuje:
Glavne krmilne omare in lokalne krmilne omarice.
Različne priključne omarice.
Krmilne omare so del proizvodne linije in vsebujejo ustrezno stikalno opremo ter napajanje in Siemensov PLC s pripadajočimi sklopi.
Poleg tega so krmilne omare pripravljene za priključitev UPS. Vsi vgrajeni senzorji so zasnovani tako, da preprečujejo vibracije ali napačne meritve.
Krmilne omare (razred zaščite IP54) so v celoti ožičene s priključki in preizkušene. Lokalne priključne omarice so notranje ožičene in delno predomrežene s pripadajočimi porabniki.
Vsi vhodi in izhodi so napeljani na sponke. Na voljo morajo biti rezervni priključki z napeljanimi kabli za prihodnjo uporabo (vsaj 10 %).
Vse priključne omarice imajo zahtevano zaščito glede na njihov položaj na liniji.
PLC je opremljen z dodatnim pomnilnikom in prostimi digitalnimi vhodi in izhodi (vsaj po 10 %). Vsi programi in podatki so v primeru izpada električnega napajanja shranjeni v predpomnilniku.
Celotna linija je nadzorovana prek PLC. Vnos, ustvarjanje in shranjevanje receptur za različne procesne parametre in izdelke prek osebnega računalnika.
Električna napeljava vključuje vse kable med krmilnimi omarami in porabniki ter ves inštalacijski material za linijo, kot so kabelski jaški.
Kabelske trase od krmilnih omaric do linije potekajo delno v tleh v skladu z načrtom temeljev.
- Upravljanje z osebnim računalnikom:
Komunikacija med linijo in zunanjimi elementi linije poteka prek povezave Profinet.
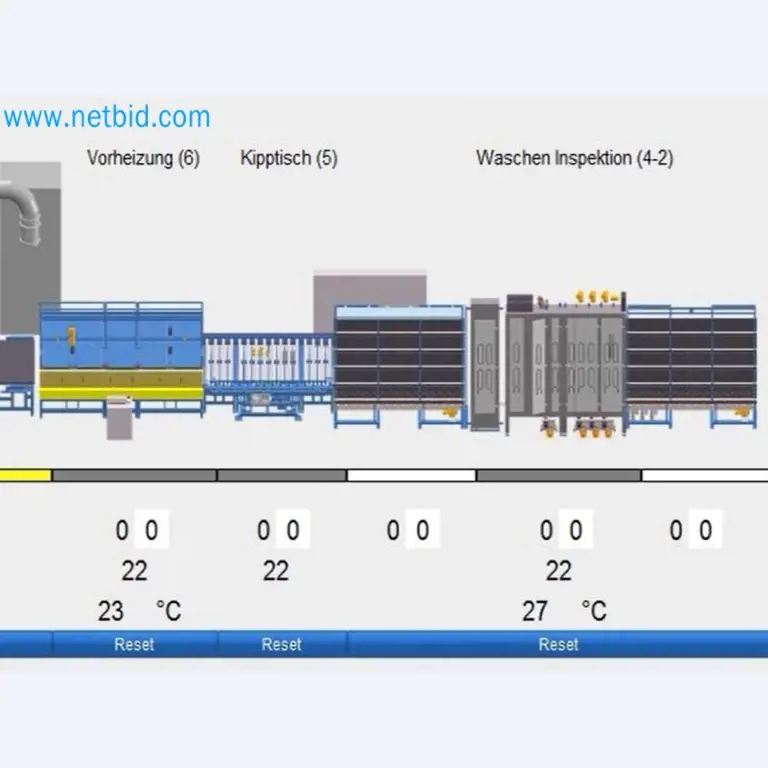
. Vizualizacija (nadzorni sistem SCADA), računalniško krmiljenje, vključno z monitorjem, upravljanjem podatkov, upravljanjem receptur in sledenjem plošč (Siemens Simatic).
WinCC Advanced (TIA Portal), ki ga sestavljajo:
1 standardni osebni računalnik
1 monitor s pribl. 22" - 24" diagonalo
1 tipkovnica in miška
1 programske opreme Simatic WinCC Advanced (TIA Portal)
Funkcijski nadzor motorjev, radiatorjev in celotne linije prek osebnega računalnika. Vgrajen prikazovalnik napak s spremljanjem sistema.
Vizualizacija vseh sklopov. Parametre nadzora kakovosti je mogoče shraniti in arhivirati.
Zaslonski prikaz stroja z motorji itd. ter vseh obratovalnih parametrov, kot so hitrost, nastavitve tiristorjev, temperature itd. Z osebnim računalnikom lahko spremljate in nastavljate sestavne dele linije.
Shranjevanje receptov za različne procesne parametre, kot so dimenzije stekla, debelina stekla ali različne ciljne vrednosti za različne izdelke
- Nadzor kakovosti
Izmerjeni proizvodni parametri vzdolž linije se shranijo glede na proizvedeni "material". "Material" se lahko podpiše ročno ali po želji označi na hrbtni strani folije z digitalnim tiskalnikom.
Dodatne funkcije: beleženje alarmov, beleženje oznak, vizualizacija sledenja ploščam, arhiviranje različnih parametrov procesa.
- Upravljanje in spremljanje
2 panela Simatic Comfort
En panel pri laminatorju, en panel na koncu linije
Plošče se uporabljajo za upravljanje in nadzor linije v samodejnem in ročnem načinu.
Načini delovanja:
Samodejni način:
Avtomatski način za popolnoma samodejno upravljanje linije prek recepta.
. Priklic receptov za tekočo proizvodnjo po potrebi. Po izbiri recepta se nove nastavljene vrednosti prenesejo samodejno.
Linija se samodejno prilagodi novim proizvodnim parametrom.
Vsi ventili in motorji se nadzorujejo in v primeru napake se izda signal.
Ročno upravljanje:
Omogoča aktiviranje vseh motorjev za vzdrževanje linije.
. Ročno upravljanje s spremljanjem končnega položaja, vendar brez blokade.
.
Splošni podatki o zasnovi:
Vhod: 3 x 400 V, +50 Hz, PEN
Krmilna napetost: 24 V DC / 230 V DC
Nihanja napetosti: + 5 % / - 5 %
Višina namestitve: < 1.000 m nadmorske višine
Temperatura okolja: najmanj +5 °C, največ +40 °C
Relativna vlažnost: največ 95 %
Razdelilne omarice s klimatsko napravo: po potrebi, po dokončnem načrtovanju linije v delavnici.
Stikalne naprave: v skladu z IEC, EN, VDE
Razdelilne omarice z izhodi za kable: na dnu
. Dokumentacija: v skladu z DIN na ELCAD
Jezik dokumentacije: angleščina
Demontirana celotna linija!!!
Za natovarjanje celotne linije je potrebnih približno 18 standardnih tovornjakov.
Važno! Linija je bila že strokovno razstavljena in bo naložena na kupčev prevoz. Obvezni stroški razstavljanja in nakladanja, ki jih krije kupec, znašajo 16.000 EUR (plus DDV, če je potrebno). Prodajalec bo za te stroške izdal račun, ki ga je treba v celoti plačati pred prevzemom. Družba NetBid ESP SLU ne prejme provizije za razstavljanje in nakladanje, zato ne odgovarja za ta prodajalčeva dejanja. Demontirano linijo je mogoče pregledati in se kupuje "takšna, kot je".
Na liniji je mogoče obdelati naslednje velikosti in vrste
Širina materiala: 2.600 mm, 2.550 mm ali 1.300 mm (možne so tudi drugačne velikosti, vendar je treba navesti dimenzije)
Dolžina materiala max./min.: 3.660 mm / 2.000 mm
Debelina materiala na enoto max./min.: 12 mm / 4 mm
. Proizvodna zmogljivost linije za prašno barvanje in varnostno prašno barvanje:
Čas cikla: 10 serij/uro s povprečno velikostjo 2.600 x 4.000 x 4 mm
Zmogljivost "materiala" za varnostno prašno barvanje: približno 740 m² v 8 urah proizvodnje pri velikosti serije 2.600 x 4.000 x 4 mm (brez spremembe barve) pri teoretičnem 90-odstotnem delovanju:
Običajni "material" za prašno barvanje
Širina "materiala" max./min.: 2.600 mm / 360 mm
Dolžina "materiala" max./min.: 3.660 mm / 765 mm
Debelina "materiala" na enoto max./min.: 12 mm / 4 mm
Običajni prašno lakirani "material" (brez laminirne folije) je mogoče obdelati do 4 kose na serijo, odvisno od velikosti
- Opcijska enojna postaja (ni vključena v načrt postavitve) na začetku linije - postaja za osnovno barvanje Pyrosil HE500
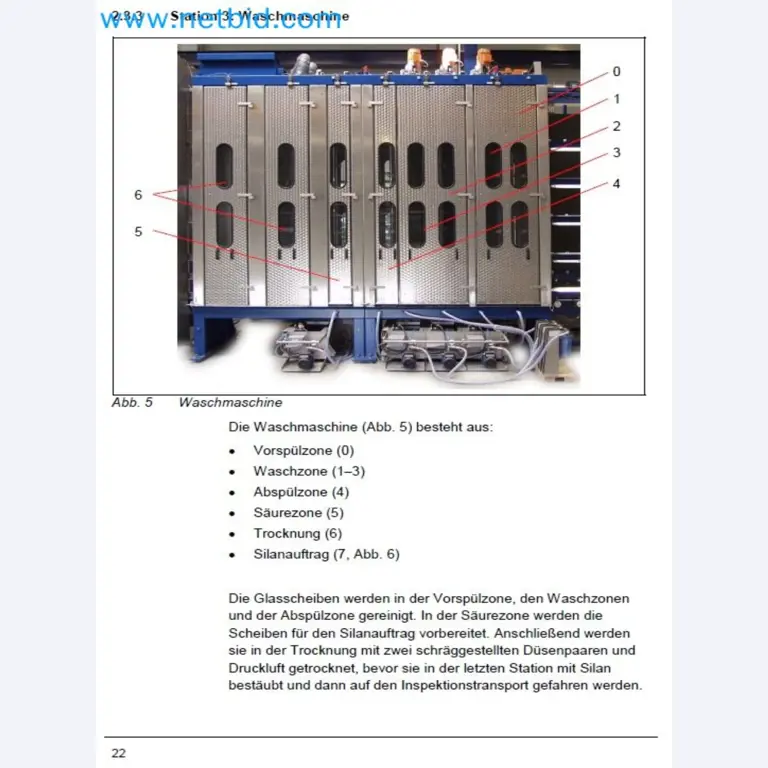
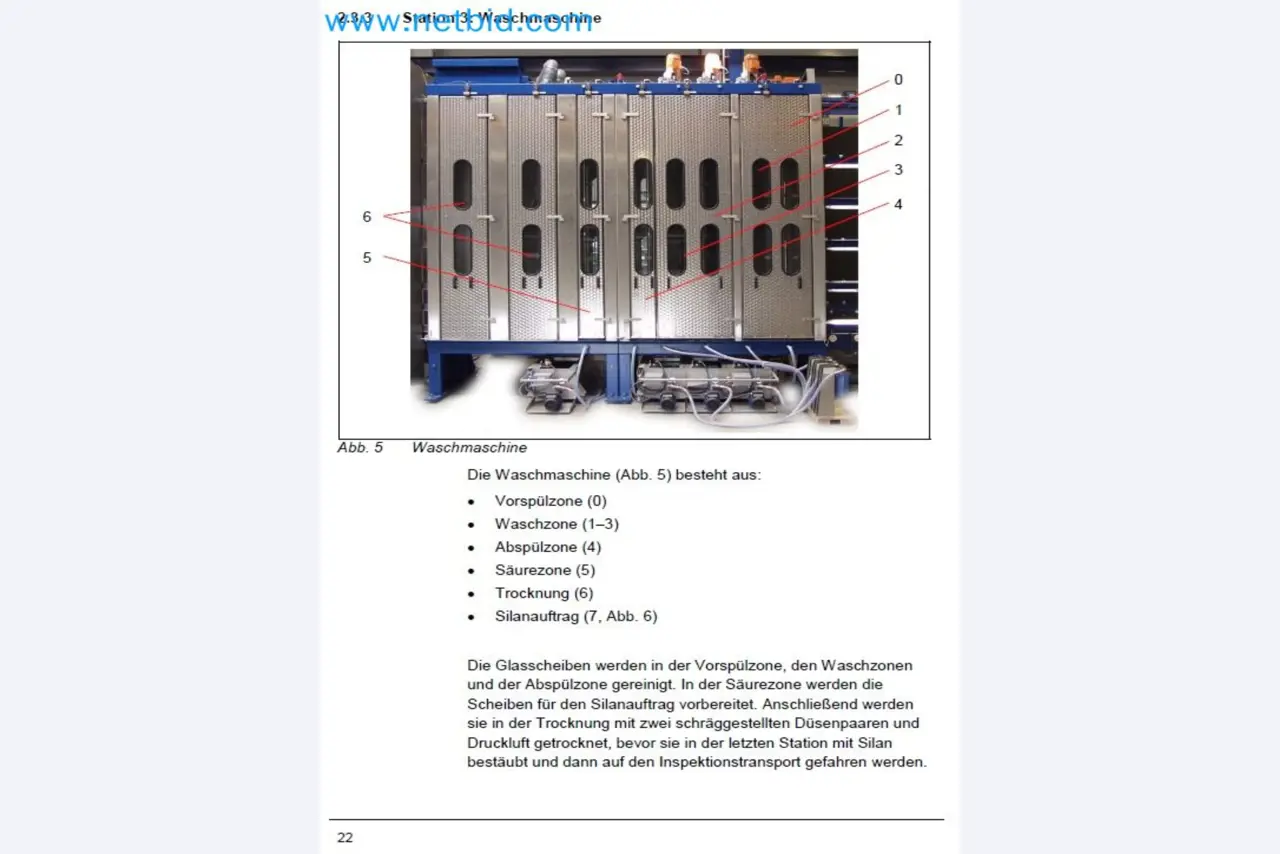
- Položaj 5 Linija dovajanja Pregledovalno območje z osvetlitvijo, navpično in nagibno transportno mizo (po želji se lahko uporablja za nadzor kakovosti).
- Položaj 6 Peč za predgrevanje 50-65 °C za boljši rezultat barvanja
Valjčni transporter je opremljen s keramičnimi valji. Transportni valji v notranjosti peči so opremljeni s posebnimi visokotemperaturnimi ležaji. Zgornji in spodnji grelni plašč sta opremljena z izoliranimi ploščami. Izolacijski material peči je zasnovan za visoke temperature peči. V peči so nameščeni cevasti kovinski grelni elementi. Temperaturo v območju predgrevanja uravnava energetsko učinkovit, popolnoma samodejni zaprti krmilni sistem s tiristorskimi enotami. Temperatura plošče "materiala" se v pečici meri s pirometrom. Povprečna vrednost v primerjavi s ciljno temperaturo določa nastavitvene vrednosti tiristorjev za nadzor električne energije, potrebne za vzdrževanje ciljne temperature.
Izmerita in prikažeta se temperatura pečice in temperatura "materiala".
- Pozicija 7 Avtomatska kabina za brizganje prahu 2.600 x 4.000 mm
- Pozicija 8 Samo čiščenje ali čiščenje s tekočim trakom
Kabina za prah je opremljena s sistemom za odsesavanje. V tem oddelku se razpršujeta oba praškasta premaza - barvni in prozorni. "Material" se prenaša po posebnem ogrevanem tekočem traku. Proizvodni parametri, kot so debelina premaza, dolžina in širina "materiala", so shranjeni v receptih ter se prikličejo in nadzorujejo prek linijskih receptov.
Trak se čisti s pomočjo vakuumskega sistema in sistema za čiščenje z mokrimi krtačami. Hitro spremembo barve aktivira poseben sistem za čiščenje cevi za prah in pištol sistema za razprševanje.
Ta valjčni transporter služi kot blažilnik pred pečjo za gel.
Za vlaknocement ni potrebno nobeno čiščenje ali stik z vodo!
Transporter je opremljen z valjastimi krtačami in gobicami za čiščenje materiala z nepremazane hrbtne strani.
Čiščenje poteka s filtrirano demineralizirano vodo. Transportni valji, ki so v celoti prevlečeni z gumo, so posamično gnani s črvnimi zobniki in nameščeni na trdnem varjenem okvirju.
Transportni valji so nameščeni v drsnih ležajih.
Vgrajene so aktivne in pasivne ionizacijske palice za odstranjevanje statičnega naboja z "materiala".
.
- Položaj 9 Pečica za pečenje gela
V primerjavi z izdelkom se nadzira odstopanje časa geliranja. Parametri linije temeljijo na času geliranja za float steklo.
Valjčni transporter je opremljen s keramičnimi valji. Transportni valji znotraj peči imajo posebne visokotemperaturne ležaje. Zgornji in spodnji grelni plašč sta opremljena z izoliranimi ploščami. Izolacijski material peči je zasnovan za visoke temperature peči.
V pečici so nameščeni posebni infrardeči grelni elementi z dvojno cevjo. Regulacija temperature pečice za gel je popolnoma samodejna zaprta regulacija s tiristorskimi enotami.
Temperatura steklene plošče se v pečici meri s pirometrom. Temperatura in čas geliranja sta določena v receptu. Tiristorji se krmilijo prek nastavljenih krivulj pečice za gel. Običajno so na receptu tri krivulje, povezane s procesom. Temperature in časi se nastavijo in nadzorujejo samodejno. Temperatura pečice in "materiala" se meri in prikazuje.
V tem delu se prah stopi in pripravi površina za laminator.
- Položaj 10 Peč za poravnavo (1 območje) pred postajo za laminiranje
Valjčni transporter je opremljen s keramičnimi valji. Transportni valji znotraj peči imajo posebne visokotemperaturne ležaje.
Zgornji in spodnji grelni plašč sta opremljena z izoliranimi ploščami. Izolacijski material peči je zasnovan za visoke temperature peči.
V peči so nameščeni cevasti kovinski grelni elementi
Regulacija temperature izravnalne peči je energetsko učinkovita, popolnoma samodejna v zaprti regulacijski zanki s tiristorskimi enotami.
Temperatura plošče "materiala" se v pečici meri s pirometrom. Povprečna vrednost v primerjavi s ciljno temperaturo določa nastavitvene vrednosti tiristorjev za nadzor električne energije, potrebne za vzdrževanje ciljne temperature.
Izmerita in prikažeta se temperatura pečice in temperatura "materiala". "Material" se poravna na točno določen položaj za kasnejše laminiranje folije.
- Položaj 11 laminatorja (opcijsko, odvisno od zahtev uporabe vašega izdelka)
- Položaj 12 Peč za utrjevanje 1
Peč za strjevanje 1 se uporablja za strjevanje staljenega praškastega premaza.
Valjčni transporter je opremljen s keramičnimi valji. Transportni valji znotraj peči imajo posebne visokotemperaturne ležaje.
Zgornji in spodnji grelni plašč sta opremljena z izoliranimi ploščami. Izolacijski material peči je zasnovan za visoke temperature peči.
V peči so nameščeni cevasti kovinski grelni elementi. Regulacija temperature peči za strjevanje je energetsko učinkovita, popolnoma samodejna v zaprti regulacijski zanki s tiristorskimi enotami.
Temperatura plošče "materiala" se v pečici meri s pirometrom.
Povprečna vrednost v primerjavi s ciljno temperaturo določa nastavitvene vrednosti tiristorjev za nadzor električne energije, potrebne za vzdrževanje ciljne temperature.
Izmerita in prikažeta se temperatura pečice in temperatura "materiala".
- Položaj 13 Peč za utrjevanje 2
Peč za strjevanje 2 (po konstrukciji enaka peči 1) se uporablja tudi za strjevanje staljenega prašnega premaza.
Valjčni transporter je opremljen s keramičnimi valji. Transportni valji znotraj peči imajo posebne visokotemperaturne ležaje.
Zgornji in spodnji grelni plašč sta opremljena z izoliranimi ploščami. Izolacijski material peči je zasnovan za visoke temperature peči.
V peči so nameščeni cevasti kovinski grelni elementi. Regulacija temperature peči za strjevanje je energetsko učinkovita, popolnoma samodejna v zaprti regulacijski zanki s tiristorskimi enotami.
Temperatura plošče "materiala" se v pečici meri s pirometrom.
Povprečna vrednost v primerjavi s ciljno temperaturo določa nastavitvene vrednosti tiristorjev za nadzor električne energije, potrebne za vzdrževanje ciljne temperature.
Izmerita in prikažeta se temperatura pečice in temperatura "materiala".
- Položaj 14 Hladilni tunel (po izbiri) z regulacijo temperature in zraka
Valjčni transporter se uporablja kot hladilni del pred nagibno mizo.
Transportni valji, ki jih posamično poganjajo črvni zobniki, so nameščeni na trdnem varjenem okvirju.
Transportni valji so nameščeni v drsnih ležajih. Transportni valji so na vrhu pokriti, da se zmanjša hitrost hlajenja.
. Drugi transport je na vrhu odprt.
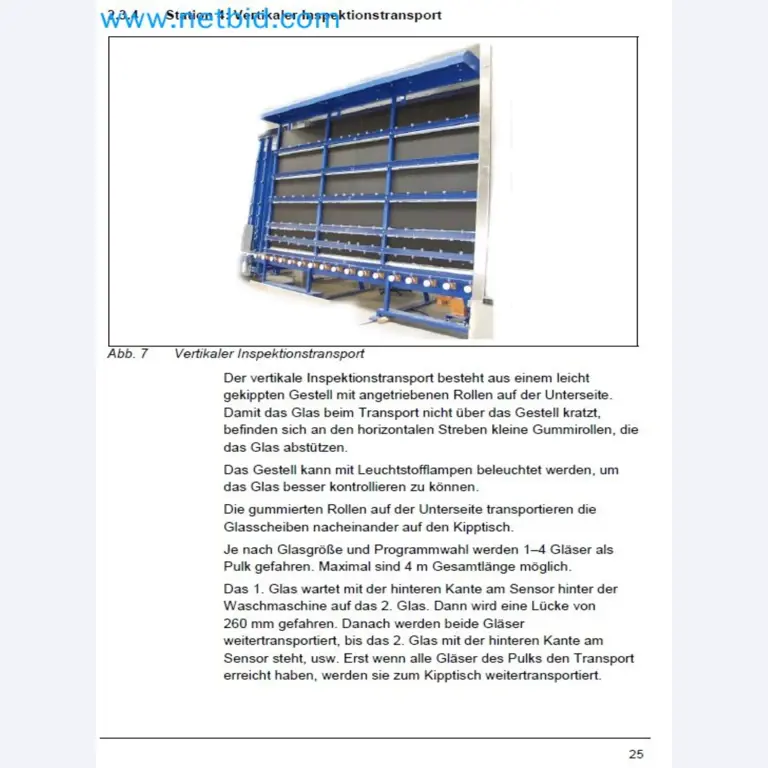
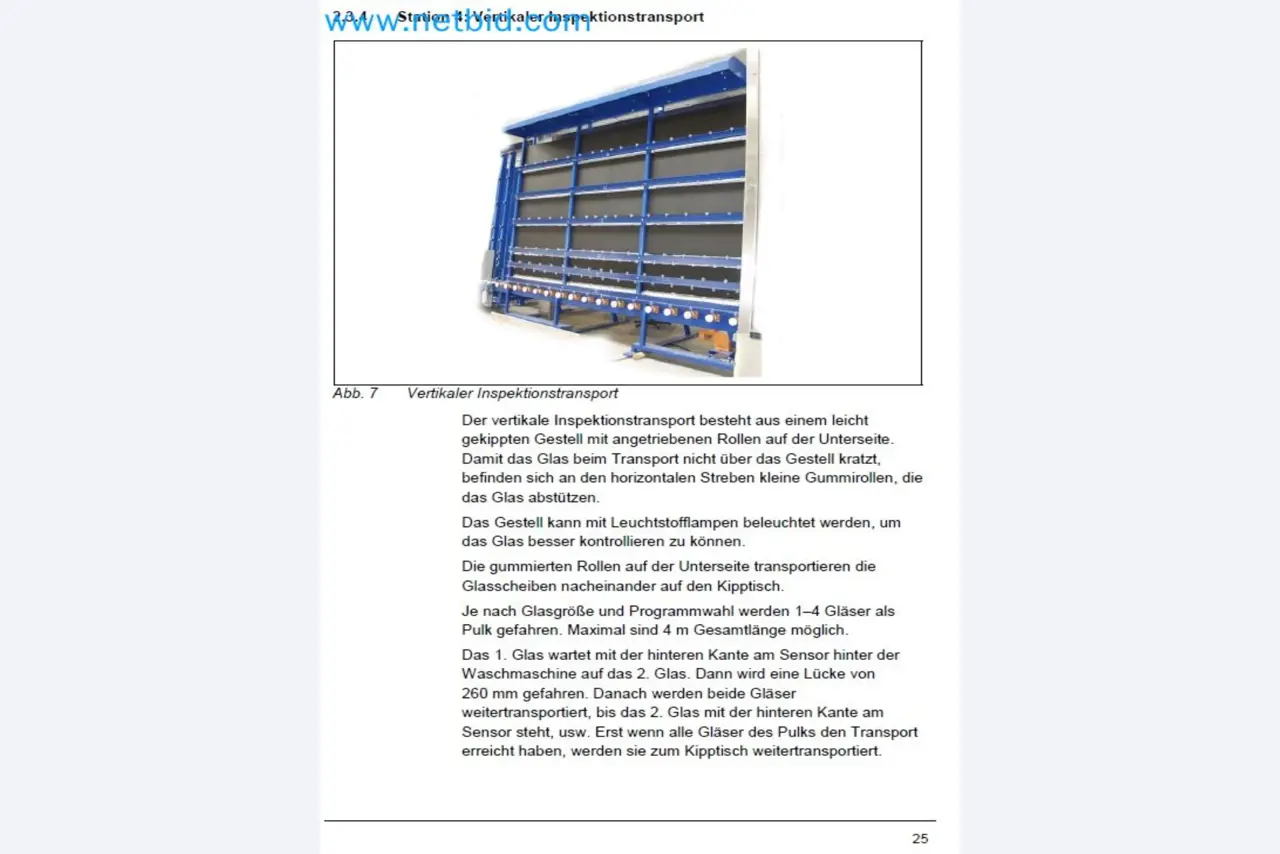
- Položaj 16 Nagibne transportne mize
Opcijsko:
Transportni valji, ki jih posamično poganjajo črvni zobniki, so nameščeni na trdnem varjenem okvirju.
. Transportni valji so nameščeni v drsnih ležajih. Nagibne roke so v vodoravnem položaju.
. Vgrajena nagibna miza je sestavljena iz več profilnih rok, ki jih je mogoče nagniti za 84° od vodoravnega položaja (elektromehansko prek mehanizma z ročico).
Hitrost nagibanja je najmanjša na začetku in koncu gibanja.
Material se nagne iz vodoravnega v navpični položaj. Če na navpičnem kontrolnem transporterju ni "materiala", "material" steče na transportni transporter.
. Nagibna miza se med običajnim delovanjem proizvodnje uporablja tudi kot blažilnik.
- Položaj 17 Električna distribucija
Za zgoraj opisano linijo za prašno barvanje in varnostno prašno barvanje:
Izvedba: krmiljena s PLC (Siemens S7 - 1500).
. Obseg dobave vključuje:
Glavne krmilne omare in lokalne krmilne omarice.
Različne priključne omarice.
Krmilne omare so del proizvodne linije in vsebujejo ustrezno stikalno opremo ter napajanje in Siemensov PLC s pripadajočimi sklopi.
Poleg tega so krmilne omare pripravljene za priključitev UPS. Vsi vgrajeni senzorji so zasnovani tako, da preprečujejo vibracije ali napačne meritve.
Krmilne omare (razred zaščite IP54) so v celoti ožičene s priključki in preizkušene. Lokalne priključne omarice so notranje ožičene in delno predomrežene s pripadajočimi porabniki.
Vsi vhodi in izhodi so napeljani na sponke. Na voljo morajo biti rezervni priključki z napeljanimi kabli za prihodnjo uporabo (vsaj 10 %).
Vse priključne omarice imajo zahtevano zaščito glede na njihov položaj na liniji.
PLC je opremljen z dodatnim pomnilnikom in prostimi digitalnimi vhodi in izhodi (vsaj po 10 %). Vsi programi in podatki so v primeru izpada električnega napajanja shranjeni v predpomnilniku.
Celotna linija je nadzorovana prek PLC. Vnos, ustvarjanje in shranjevanje receptur za različne procesne parametre in izdelke prek osebnega računalnika.
Električna napeljava vključuje vse kable med krmilnimi omarami in porabniki ter ves inštalacijski material za linijo, kot so kabelski jaški.
Kabelske trase od krmilnih omaric do linije potekajo delno v tleh v skladu z načrtom temeljev.
- Upravljanje z osebnim računalnikom:
Komunikacija med linijo in zunanjimi elementi linije poteka prek povezave Profinet.
. Vizualizacija (nadzorni sistem SCADA), računalniško krmiljenje, vključno z monitorjem, upravljanjem podatkov, upravljanjem receptur in sledenjem plošč (Siemens Simatic).
WinCC Advanced (TIA Portal), ki ga sestavljajo:
1 standardni osebni računalnik
1 monitor s pribl. 22" - 24" diagonalo
1 tipkovnica in miška
1 programske opreme Simatic WinCC Advanced (TIA Portal)
Funkcijski nadzor motorjev, radiatorjev in celotne linije prek osebnega računalnika. Vgrajen prikazovalnik napak s spremljanjem sistema.
Vizualizacija vseh sklopov. Parametre nadzora kakovosti je mogoče shraniti in arhivirati.
Zaslonski prikaz stroja z motorji itd. ter vseh obratovalnih parametrov, kot so hitrost, nastavitve tiristorjev, temperature itd. Z osebnim računalnikom lahko spremljate in nastavljate sestavne dele linije.
Shranjevanje receptov za različne procesne parametre, kot so dimenzije stekla, debelina stekla ali različne ciljne vrednosti za različne izdelke
- Nadzor kakovosti
Izmerjeni proizvodni parametri vzdolž linije se shranijo glede na proizvedeni "material". "Material" se lahko podpiše ročno ali po želji označi na hrbtni strani folije z digitalnim tiskalnikom.
Dodatne funkcije: beleženje alarmov, beleženje oznak, vizualizacija sledenja ploščam, arhiviranje različnih parametrov procesa.
- Upravljanje in spremljanje
2 panela Simatic Comfort
En panel pri laminatorju, en panel na koncu linije
Plošče se uporabljajo za upravljanje in nadzor linije v samodejnem in ročnem načinu.
Načini delovanja:
Samodejni način:
Avtomatski način za popolnoma samodejno upravljanje linije prek recepta.
. Priklic receptov za tekočo proizvodnjo po potrebi. Po izbiri recepta se nove nastavljene vrednosti prenesejo samodejno.
Linija se samodejno prilagodi novim proizvodnim parametrom.
Vsi ventili in motorji se nadzorujejo in v primeru napake se izda signal.
Ročno upravljanje:
Omogoča aktiviranje vseh motorjev za vzdrževanje linije.
. Ročno upravljanje s spremljanjem končnega položaja, vendar brez blokade.
.
Splošni podatki o zasnovi:
Vhod: 3 x 400 V, +50 Hz, PEN
Krmilna napetost: 24 V DC / 230 V DC
Nihanja napetosti: + 5 % / - 5 %
Višina namestitve: < 1.000 m nadmorske višine
Temperatura okolja: najmanj +5 °C, največ +40 °C
Relativna vlažnost: največ 95 %
Razdelilne omarice s klimatsko napravo: po potrebi, po dokončnem načrtovanju linije v delavnici.
Stikalne naprave: v skladu z IEC, EN, VDE
Razdelilne omarice z izhodi za kable: na dnu
. Dokumentacija: v skladu z DIN na ELCAD
Jezik dokumentacije: angleščina
Demontirana celotna linija!!!
Za natovarjanje celotne linije je potrebnih približno 18 standardnih tovornjakov.
Važno! Linija je bila že strokovno razstavljena in bo naložena na kupčev prevoz. Obvezni stroški razstavljanja in nakladanja, ki jih krije kupec, znašajo 16.000 EUR (plus DDV, če je potrebno). Prodajalec bo za te stroške izdal račun, ki ga je treba v celoti plačati pred prevzemom. Družba NetBid ESP SLU ne prejme provizije za razstavljanje in nakladanje, zato ne odgovarja za ta prodajalčeva dejanja. Demontirano linijo je mogoče pregledati in se kupuje "takšna, kot je".
Lokacija
- 25440 Vinaixa (Spain)
Datumi
Ogled
Obiski so mogoči le po predhodni najavi na fernandez@netbid.com.
Prevzem
Prevzem je mogoč le po predhodni prijavi na fernandez@netbid.com.
Pogoji dražbe
Specialni pogoji:
- Važno! Linija je že strokovno razstavljena in naložena na kupčev prevoz. Obvezni stroški razstavljanja in nakladanja, ki jih krije kupec, znašajo 16.000 EUR (plus DDV, če je potrebno). Prodajalec bo za te stroške izdal račun, ki ga je treba v celoti plačati pred prevzemom. NetBid ESP SLU ne prejme provizije za razstavljanje in nakladanje, zato ne odgovarja za ta dejanja prodajalca Razstavljeno linijo je mogoče pregledati in se kupi "takšna, kot je".
- Na kraju samem so na voljo viličar z nosilnostjo 4 800 kg, žerjav in nakladalna rampa. Za dodatne informacije se obrnite na našo kontaktno osebo na kraju samem.
- Važno! Linija je že strokovno razstavljena in naložena na kupčev prevoz. Obvezni stroški razstavljanja in nakladanja, ki jih krije kupec, znašajo 16.000 EUR (plus DDV, če je potrebno). Prodajalec bo za te stroške izdal račun, ki ga je treba v celoti plačati pred prevzemom. NetBid ESP SLU ne prejme provizije za razstavljanje in nakladanje, zato ne odgovarja za ta dejanja prodajalca Razstavljeno linijo je mogoče pregledati in se kupi "takšna, kot je".
- Na kraju samem so na voljo viličar z nosilnostjo 4 800 kg, žerjav in nakladalna rampa. Za dodatne informacije se obrnite na našo kontaktno osebo na kraju samem.
Kontaktna oseba

Deli te strani so strojno prevedeni. Velja nemško izvirno besedilo.
Vaše osebno prilagojeno svetovanje
Naši strokovnjaki vam bodo z veseljem svetovali. Pokličite +49 40 355059 -132 ali pišite na service@netbid.com


